Le Compound de Papymouzot
FORUM MODELISME NAVAL RADIOCOMMANDE :: MODELISME NAVAL :: MODELISME BATEAUX A VAPEUR :: JE CONSTRUIS MA MACHINE
Page 1 sur 6 • 1, 2, 3, 4, 5, 6 
Le Compound de Papymouzot
par papymouzot Mar 1 Nov 2016 - 22:07

Papymouzot, le retour !!
Cela fait tellement longtemps que je n'ai rien posté que je me demande si je ne devrais pas repasser par la case présentation !!!

Pour mon petit bout de Riva, j'ai recommencé à le poncer et vernir, mais lentement... mais ce n'est pas le sujet... cela doit presque faire six ans que j'ai envie de construire une petite machine vapeur, un Compound de chez Stuart... de temps en temps, je regarde la boîte, je l'ouvre, je me fais peur et je la referme ....
Ce soir je me suis jeté à l'eau, j'espère que j'aurai le courage de continuer...
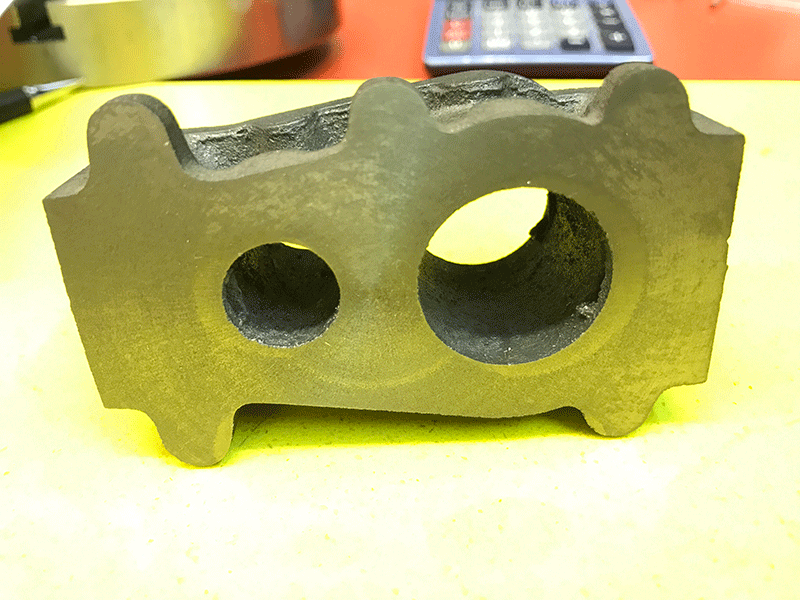
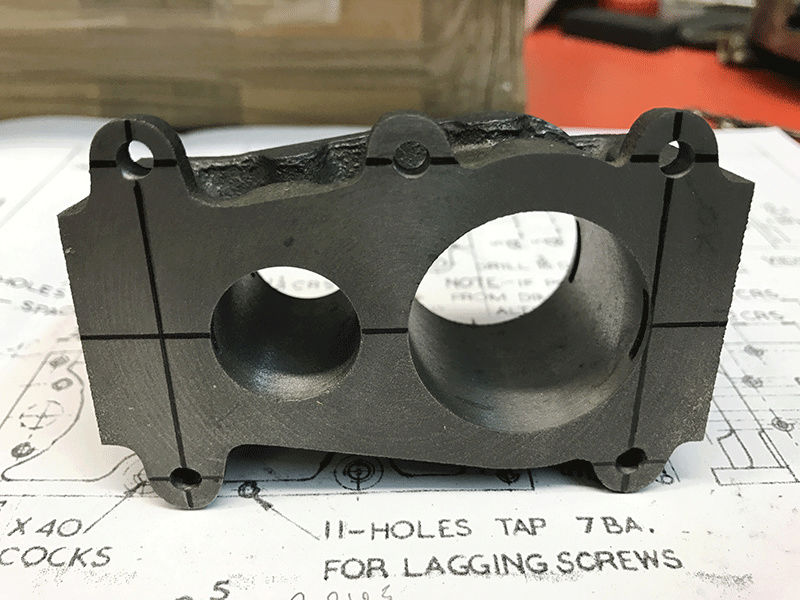
J'ai commencé par le bloc cylindre...
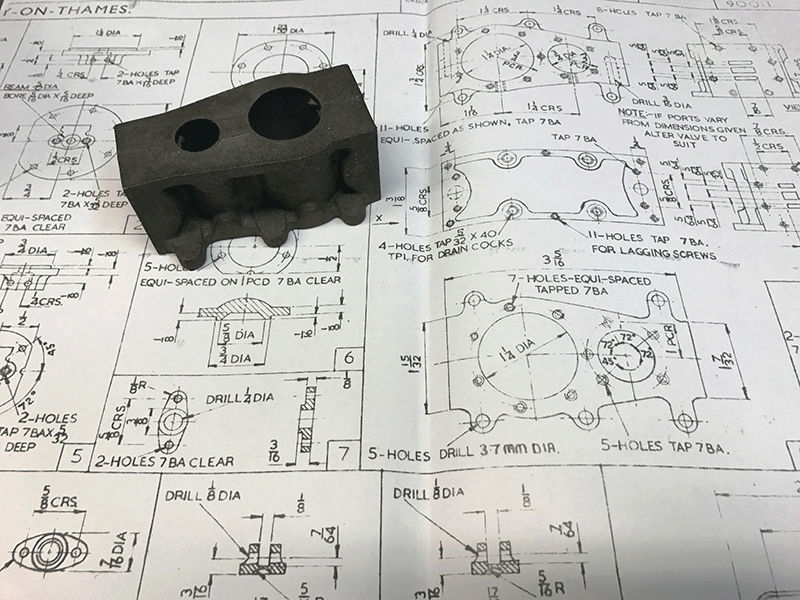
Quelques prises de mesures pour tenter de dompter l'angoisse de mon premier usinage...
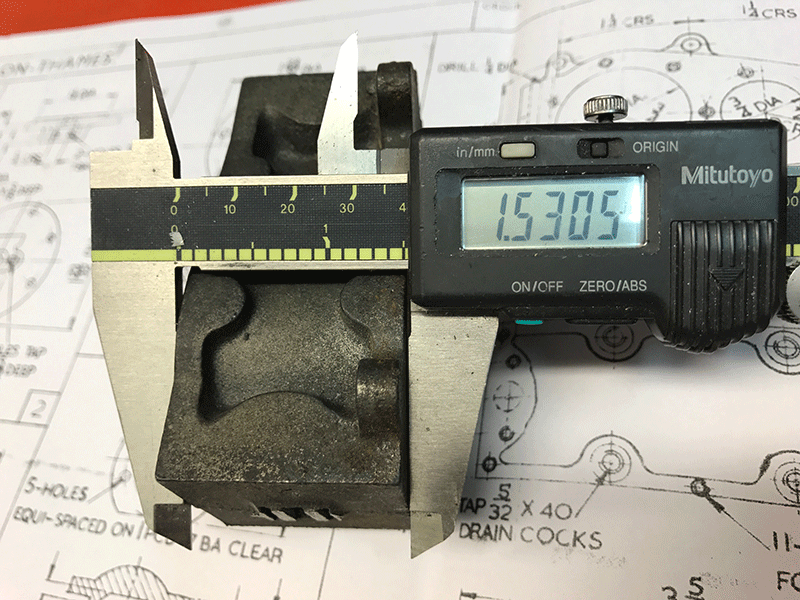
J'ai décidé pour tenter d'éviter des erreurs de conversion de ne pas convertir, donc de rester avec les mesures Anglo-Saxonnes. Il y a quand même pas mal de matière à retirer, je vais y aller doucement...
Pour commencer, il me fallait bien une référence, j'ai donc tenté de me la faire à la lime en enlevant les points hauts pour brider le bloc et commencer à l'usiner.

La fonte se travaille assez bien, c'est de celui qui usine dont j'ai peur !!
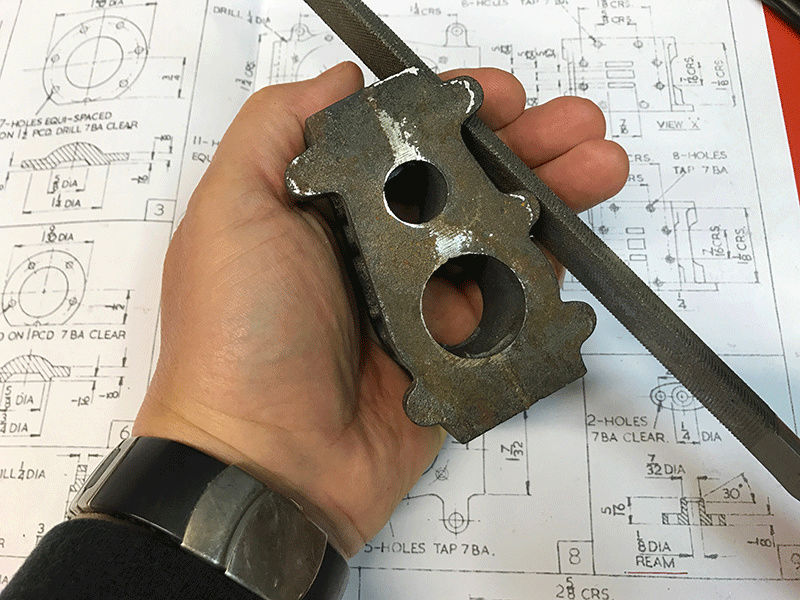
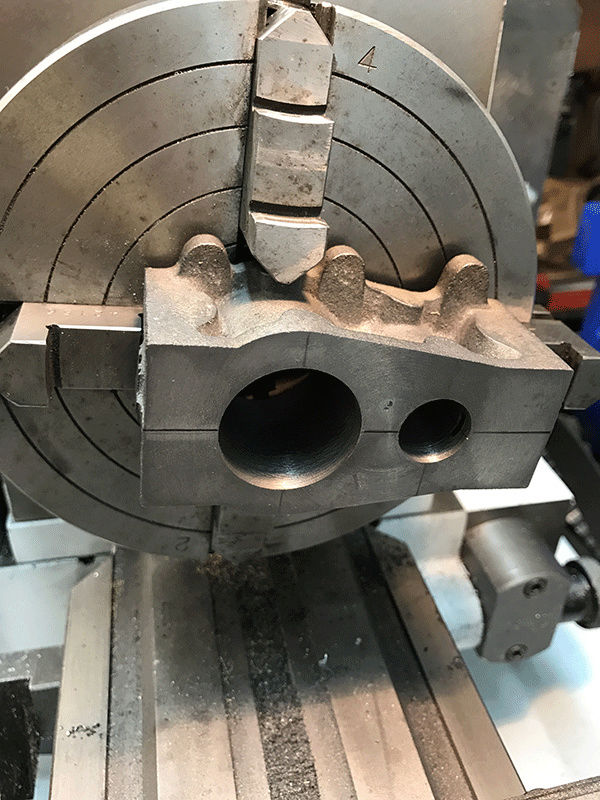
Les deux cylindres sont alésés, mais le bloc est encore bridé sur le tour car il me reste la finition à faire, d'autres photos demain. (peut-être
 )
)
papymouzot- Age : 59
Re: Le Compound de Papymouzot
par JPA Mer 2 Nov 2016 - 1:07
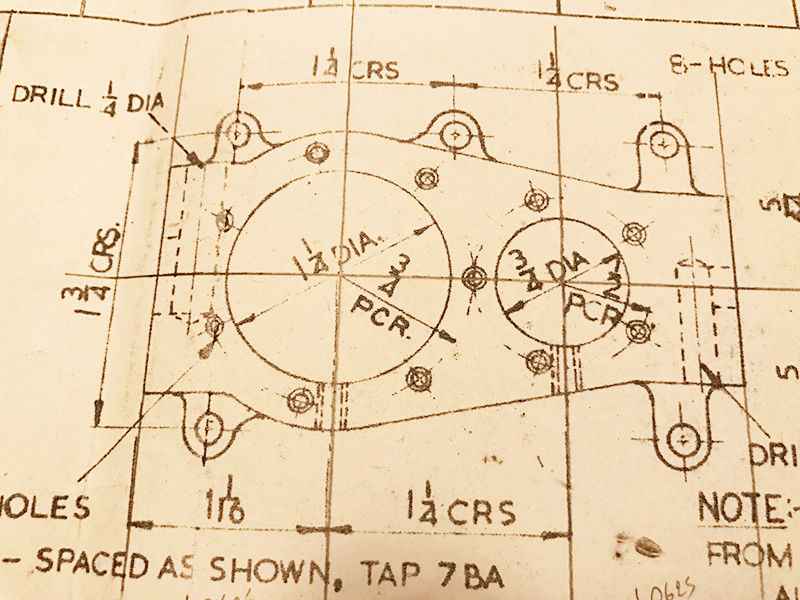
Rester dans le système impérial est un truc de fou ! Je n'ai rien contre les britanniques (j'ai travaillé deux ans chez eux comme chef mécanicien sur des car-ferrys rapides) mais leur manière de raisonner est complètement incompatible avec la notre : outre leur système de mesure que seuls eux peuvent assimiler, quand je voie " 7 holes equi-spaced tapped 7 BA" que l'on peut traduire par "7 trous équidistants taraudés à 7 BA" et qui signifie que les trous doivent être percés à 51° 25' 42" les uns des autres j'en tombe sur le cul !!!!!! Pourquoi ne pas avoir choisit 6 trous équidistants (60° entre chaque) ou 8 trous (45° entre chaque) ?????
Je te souhaite bon courage !!!!!! Tiens nous au courant pour la suite !!! Perso je modifierai tout ça pour faire quelque chose de plus............... cartésien !!!!!
JPA- Age : 72
Re: Le Compound de Papymouzot
par Invité Mer 2 Nov 2016 - 8:00
 Hello!
Hello!Content de te revoir sur le pont!

Tu attaques un sacré projet, mais il y a de l'expérience sur le Forum, qui pourra te servir.
Il va falloir réveiller Bobony, c'est tout.

https://modelismenavalradioc.forumactif.com/t6057-compound-stuart?highlight=compouind+stuart
Bon courage.
Cordialement.

Invité- Invité
Re: Le Compound de Papymouzot
par Zéphyrin Mer 2 Nov 2016 - 9:31
La fonte se travaille très facilement une fois la croute passée, mais salit beaucoup !
Attention de bien garder les outils coupants, faire des passes suffisantes pour ne pas brunir et abimer les surfaces.
Garder les cotes anglaises est une bonne idée, et c'est la solution de la simplicité.
Il ne vaut mieux pas commencer à changer le nombre et la position des trous, ou tu te retrouves avec des trous dans les passages vapeur ou dans les purgeurs...
7 trous, c'est 7 trous, c'est plus joli car c'est bien proportionné à la tenue des couvercles et la taille des vis, et 6 c'est pas assez, et 8 c'est overkill.
7 n'est pas plus compliqué à percer que 6 ou 8, avec un compas, ou même à l'œil, la précision est suffisante, de toute façon le couvercle n'a pas à changer de position, je suppose que dans l'emboitement il y a un fraisage pour le passage de la vapeur.
_________________
François-Marie
mes albums Picasa :
https://plus.google.com/photos/113249908069844921550/albums#photos/113249908069844921550/albums

Zéphyrin- Age : 77
Re: Le Compound de Papymouzot
par Invité Mer 2 Nov 2016 - 9:34
 Papymouzot,
Papymouzot,le plus dur est de démarrer, et bien c'est fait. en même temps que le surfaçage et de mise à épaisseur faut profiter du positionnement pour faire les alésages des cylindres. 1er surfaçage alésage d'un cylindre et au 2ème l'autre.
bonne continuation
Graine au vent

Invité- Invité
Re: Le Compound de Papymouzot
par papymouzot Mer 2 Nov 2016 - 10:49
Pour la conservation des mesures Anglo-Saxonnes, c'est pour éviter de faire trop de conversions et limiter les possibilités d'erreurs en lisant directement les mesures en pouces sur les outils. 1 1/4 = 1,25 c'est mieux que 1,25x2,54=3,175mm !!!
Je n'ai pas fini les alésages, j'ai un passage vapeur qui est un peu "tordu", je me demandais si c'était grave ou pas... quel est votre avis ?


papymouzot- Age : 59
Re: Le Compound de Papymouzot
par Invité Mer 2 Nov 2016 - 11:18
Perso, je resterais sur les mesures anglaises.
Du métrique sur de l'impérial, il y a toujours un moment où ça bug!
Il ne faut pas beaucoup d'outils en imperial pour mener ton projet à bien.
Rien de plus chi... que d'avoir des machines qui finissent toujours par mélanger les systèmes.
Stuart (Clevedon,....) fourni la visserie et les outils dont tu as besoin.
Et un pied à coulisse en pouces, ça ne va pas chercher loin.
Si tu dois convertir à chaque fois,.............. voir ce qu'en disent les "tourneurs de manivelles"!

Et là, je te félicite, parce que tu as fait sortir notre Camaretois préféré de son antre.

Avec une bonne réserve de Buzet, il passe l'hiver au chaud le bestiaux!!


Cordialement.

Invité- Invité
Re: Le Compound de Papymouzot
par papymouzot Mer 2 Nov 2016 - 11:52
Pour le passage vapeur, j'ai demandé à Stuart, leur réponse est: "On vous envoie un autre bloc" Je peux donc, soit attendre les bras croisés mon nouveau bloc, soit m'entrainer sur celui que j'ai, soit faire autre chose...peut-être que l'entrainement serait judicieux ?
papymouzot- Age : 59
Re: Le Compound de Papymouzot
par Invité Mer 2 Nov 2016 - 12:14
Hello.Concernant le passage vapeur, il serait intéressant de savoir ce qu'en pensent nos experts?
Est-ce vraiment génant? Et si oui, pourquoi?
Cordialement.
Invité- Invité
Re: Le Compound de Papymouzot
par Invité Mer 2 Nov 2016 - 12:31
GAV
Invité- Invité
Re: Le Compound de Papymouzot
par JPA Mer 2 Nov 2016 - 13:01
Je ne peux qu' encourager Papymouzot à aller jusqu'au bout, mais il n'a pas choisit la facilité. Bien sûr que si l'on doit percer un trou de 1/4' il suffit de prendre un foret de 1/4' et basta ! Le problème c'est quand on se retrouve avec des dimensions du style 1' 15/32, le pied à coulisse donnera une dimension en 1/100èmes de pouce et quand il s'agira d'utiliser le tour ou la fraiseuse il faudra de toute façon faire une conversion de l'impérial en métrique car les verniers sont gradués en métrique !
S'entraîner sur la pièce de fonderie dont les lumières sont mal positionnées est une bonne idée car cela permettra de mettre en évidence les difficultés d'usinage.
Bon courage pour la suite
JPA- Age : 72
Re: Le Compound de Papymouzot
par papymouzot Mer 2 Nov 2016 - 13:02
La course des pistons, elle est de 7/16° soit 0,4375 pouces (pris sur les entre-axes de la manivelle) et l'épaisseur des pistons n'est que de 1/4 de pouce soit 0,25p.
2 x 7/16=8,875+0,25=1,125 !!! La lumière va se retrouver face au piston dans la position haute sur 1,125-1,09=0,035p (0,0889mm soit 1/10°mm) si mes élucubrations sont exactes.
papymouzot- Age : 59
Re: Le Compound de Papymouzot
par Invité Mer 2 Nov 2016 - 14:18
pour moi aussi comme dit plus haut avec JPA c'est mieux de passer les cotes en métrique ça permet de bien saisir le plan, de voir éventuellement une erreur. ensuite pour les perçages de fixation des couvercles, 4 ou 5 taraudages c'est largement suffisant.
Kbio m'avait envoyer 2 machines Stuart pour en finir une, aucune pièce ne passait de l'un à l'autre.
c'est une belle aventure, et pour l'hiver une excellente occupation.
à bientôt,
GAV
Invité- Invité
Re: Le Compound de Papymouzot
par america12mj Mer 2 Nov 2016 - 14:34
pour ma part la conversion de l’impérial au métrique a été une prise de tête ÉNORME sur un D10 usiné, je ne le ferais plus, malgré que mon tour et fraiseuse soit équipès de visu , d'autant plus qu'elle faisaient la conversion en impérial ,mais que je me suis entêté a convertir en métrique
_________________
FRANCE

america12mj- Age : 62
Re: Le Compound de Papymouzot
par Zéphyrin Mer 2 Nov 2016 - 19:53
il faudrait pouvoir polir l'intérieur de ces canaux venus de fonderie, leur rugosité n'est pas favorable au passage de la vapeur !
vérifie surtout les lumières de distribution, j'ai eu sur un D10 un défaut de positionnement irrécupérable, les lumières trop rapprochées.
_________________
François-Marie
mes albums Picasa :
https://plus.google.com/photos/113249908069844921550/albums#photos/113249908069844921550/albums
Zéphyrin- Age : 77
Re: Le Compound de Papymouzot
par papymouzot Jeu 3 Nov 2016 - 19:05
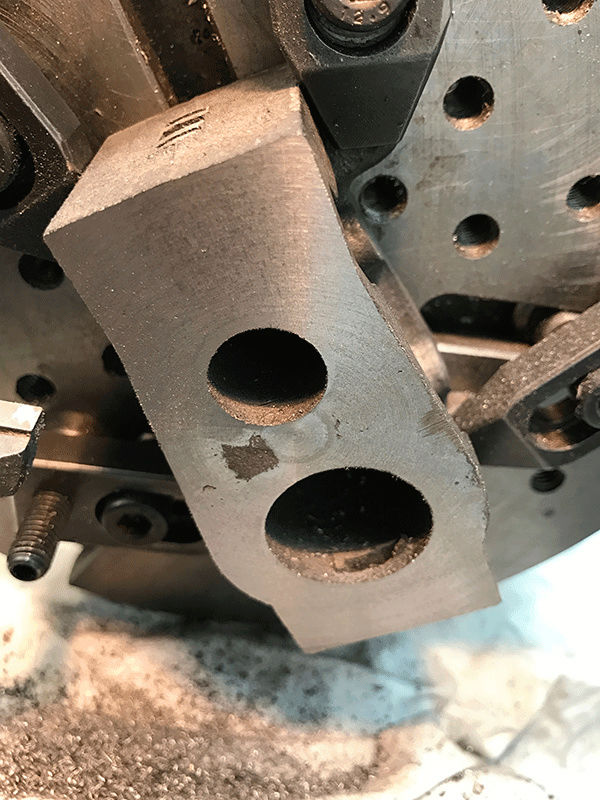
Troisième méthode de brigade, l'étau
Ben oui, faire du fraisage avec un tour implique un poil de gymnastique... Donc, j'ai fait les ébauches des côtés avant de les finir en les fixant à 90°
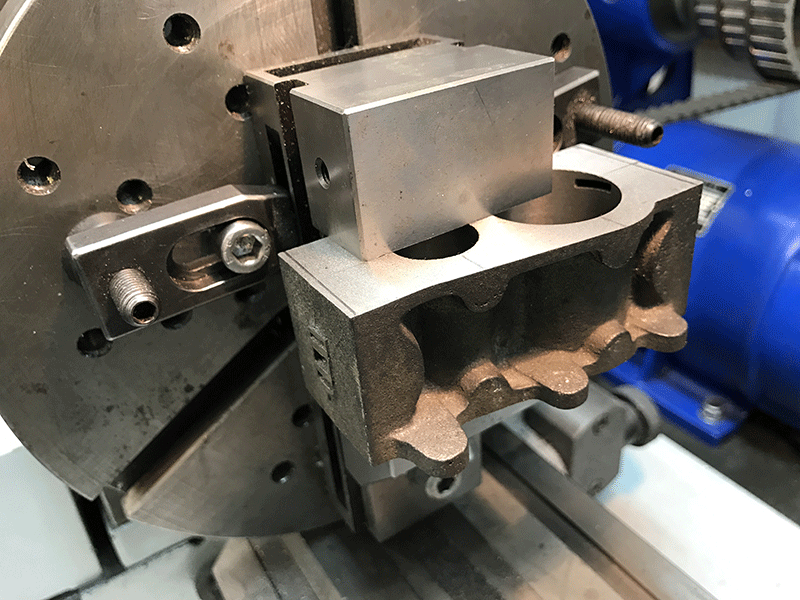
Les lumières sont un peu inclinées là aussi...
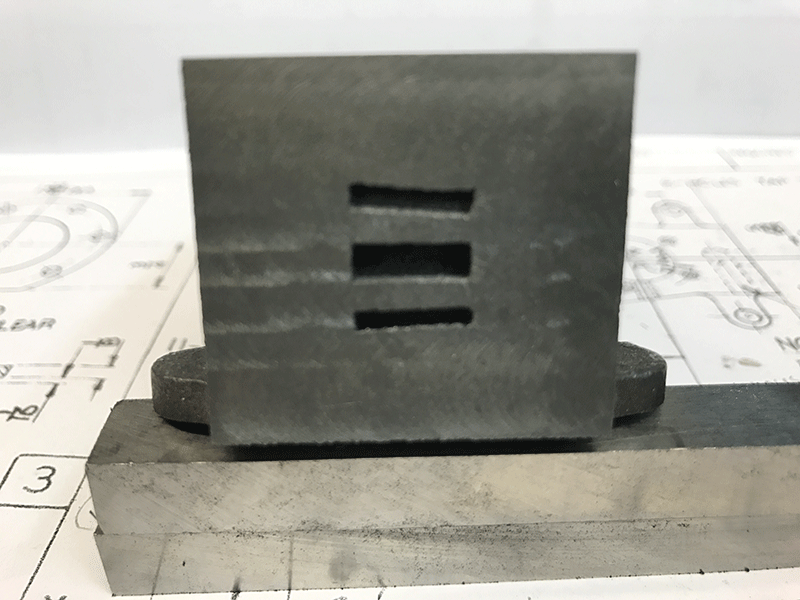
Toutes les faces ont été mises aux bonnes cotes, et j'ai percé les 5 trous des supports... Cela a été de loin la plus difficile de tâches jusqu'à présent... (je m'en suis sorti pour les 3 trous alignés mais j'ai une erreur de 1/10° sur les deux autres, heureusement que j'ai percé plus petit !!! ça me fait un peu peur pour la suite... surtout avec les perçages du style "7 perçages sur un diamètre de xx équidistants... " ça fait 51.42° je sais pas faire ça..., je fais comment, je pars du perçage commun aux deux cylindres et je pars à 52° ?
Je me demande si je suis assez compétent pour me lancer là dedans en fait... probablement pas...

papymouzot- Age : 59
Re: Le Compound de Papymouzot
par Invité Jeu 3 Nov 2016 - 19:22
as tu un diviseur ?
à plus GAV
Invité- Invité
Re: Le Compound de Papymouzot
par Zéphyrin Jeu 3 Nov 2016 - 19:59
Perso, je vote pour le montage en mandrin 4 mors !
Mais il faudrait usiner l'alésage et la face du bas surtout sans démontage pour garantir la perpendicularité entre la face du bas et l'alésage.
La face du bas sera la référence pour les glaces de distribution, qui devront être rigoureusement perpendiculaires à la face du bas.
Pour les perçages, il faut faire simple, trace soigneusement les dia, et tu fignoles la position des trous au compas, à partir du trou commun, à l'œil, en vérifiant l'alignement des trous...ce qui compte c'est l'aspect visuel, une petite erreur ne se remarque pas (sauf un défaut de concentricité !)
autrement faire 1 mandrin de reprise pour tenir le bloc par l'alésage, monter sur le diviseur, mettre à 0, calculer les angles à tourner et percer, recommencer pour l'autre alésage.
_________________
François-Marie
mes albums Picasa :
https://plus.google.com/photos/113249908069844921550/albums#photos/113249908069844921550/albums
Zéphyrin- Age : 77
Re: Le Compound de Papymouzot
par papymouzot Jeu 3 Nov 2016 - 21:27
Je préfère garder 7 fixations pour le cylindre basse pression et 5 fixations pour le cylindre haute pression pour une raison d'esthétique, même si ce n'est pas facile, facile...
Le plus "chaud" pour moi, c'est les trous des tiroirs, je n'y vois strictement rien quand l'outil approche de la pièce, je ne peux faire confiance qu'aux manivelles ! Une visu aurait son utilité...
papymouzot- Age : 59
Re: Le Compound de Papymouzot
par papymouzot Jeu 3 Nov 2016 - 22:05
Je ne peux pas faire deux alésages et une face sans démontage ! même avec beaucoup de bonne volonté... à moins que tu ne penses faire les alésages avec la tête à aléser qui peut, elle, être déplacée ? C'est juste que je n'arrive pas, pour l'instant à avoir un très bon état de surface avec ma tête à aléser, je ne dois pas savoir m'en servir comme il faut...
Je n'ai pas fait cela sur mon "bloc cylindre de test" cela semble être une grossière erreur de ma part qui devra être corrigée sur le définitif... (heureusement qu'il est là, ce bloc "de test" ! hein ?) Quelqu'un saurait-il, à part, m'aider à me servir de ma tête Wohlhaupter ?
papymouzot- Age : 59
Re: Le Compound de Papymouzot
par jacky241 Ven 4 Nov 2016 - 0:07
si les lumières côté glace de distribution sont définitives alors effectivement il y a gros problème!!
par contre s'il reste de la matière à enlever pour obtenir la côte finale rien n'est perdu
est il possible de vendre des pièces de fonderie avec de telles anomalies sans avoir été contrôlées ?
cordialement
jacky

jacky241- Age : 70
Re: Le Compound de Papymouzot
par JPA Ven 4 Nov 2016 - 0:45
Concernant les lumières, leurs dimensions ainsi que leurs positions doivent être rigoureusement respectées côté boîte à tiroir, sinon il sera impossible de caler correctement ce tiroir. Côté cylindre c'est moins rigoureux du moment que la lumière possède suffisamment d'ouverture au dessus du piston lorsque celui-ci est au point mort.
Est-ce que tu utilises une fraiseuse ou une simple perceuse quand tu te sers de ta tête à aléser ?
Bon courage pour la suite
JPA- Age : 72
Re: Le Compound de Papymouzot
par Invité Ven 4 Nov 2016 - 8:23
Il est rare que les Stuart soient bien fondus. La plupart ont le même défaut.
Il y avait même un moment où il y avait des bulles dans le métal.
Une plaie pour les usineurs.
Cordialement.
Invité- Invité
Re: Le Compound de Papymouzot
par Invité Ven 4 Nov 2016 - 9:33
sur une de mes machines j'ai été obligé de faire cette opération d'intercaler une nouvelle glace, suite à une erreur de cote, comme dit plus haut par JPA. c'est quelques fois mieux et surtout plus facile à usiner avec des fraises de diamètre 2 m/m. et si usure importante c'est une pièce facile à remplacer.
la fonte sur cette machine c'est la cata " de la M...E" en clair. un oubli de graissage après utilisation, c'est de la rouille assurée. Enfin ce n'est que mon avis. toutes mes machines sont en laiton ou bronze. les constructeurs Français font de même, facile à usiner et pas de corrosion.
à bientôt, bon usinage,
GAV
Invité- Invité
Re: Le Compound de Papymouzot
par Zéphyrin Ven 4 Nov 2016 - 9:37
Dans ce cas j'aurais fait comme toi, d'abord le dressage du bas, comme référence, et usiner les alésages par l'autre face, la pièce bridée sur le plateau par la face de référence.
Il n'y a pas de problèmes à utiliser des outils de tour sil le résultat est meilleur !
La rigidité du montage est vitale, pas de flexion de l'outil, un outil d'alésage bien affûté, normalement la fonte donne une surface superbe...
Il me semble que sur tes photos les coupes ont l'air brillantes, signe de frottement de l'outil, trop haut, trop arrondi, mal affuté, ton outil ne coupe pas bien.
Mais ça peut être aussi la fonte "vitrifiée", encore un défaut de fonderie !
Pour la position des lumières, la solution d'insérer une plaque avec des lumières bien positionnées permet bien sûr de sauver ce bloc moteur...
_________________
François-Marie
mes albums Picasa :
https://plus.google.com/photos/113249908069844921550/albums#photos/113249908069844921550/albums
Zéphyrin- Age : 77
Page 1 sur 6 • 1, 2, 3, 4, 5, 6
» un truc pour Papymouzot
» Compound BR 20/34
» Projet machine a 2 cylindres oblique compound
» Machines "Compound " en modélisme
FORUM MODELISME NAVAL RADIOCOMMANDE :: MODELISME NAVAL :: MODELISME BATEAUX A VAPEUR :: JE CONSTRUIS MA MACHINE
|
|
|