Mon dernier modele de vannes Gaz.
FORUM MODELISME NAVAL RADIOCOMMANDE :: MODELISME NAVAL :: MODELISME BATEAUX A VAPEUR :: ACCESSOIRES et AUXILIAIRES

Mon dernier modele de vannes Gaz.
par Invité Sam 30 Juil 2016 - 16:45

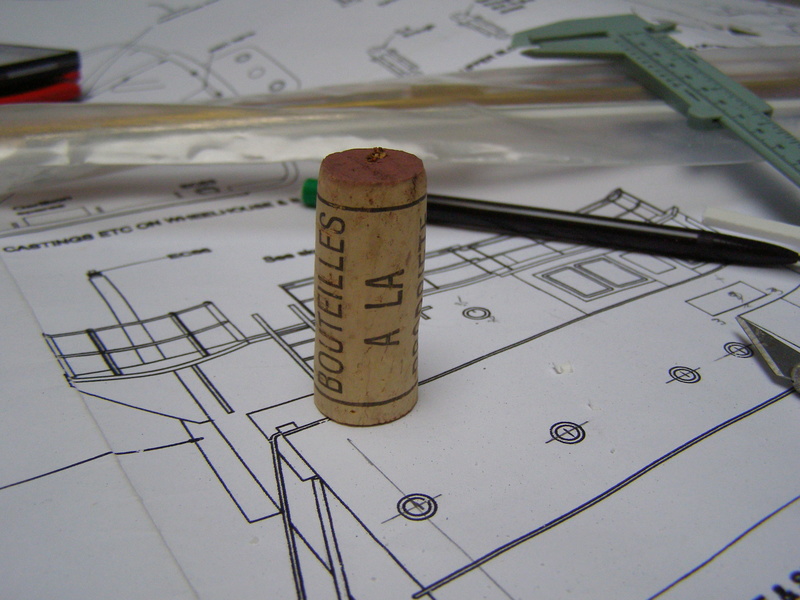
Comme il y la foule sur la côte et que je suis bien dans mon bocage, j'en ai profité pour me faire des robinets pour les bruleurs de ma chaudière Rétif.
Je commence à maitriser l'ouvrage mais le problème qu'il me reste à résoudre est celui de la surface du pointeau.
Je le forme à la lime et le peaufine au papier fin à mouiller. Mais le résultat n'est pas parfait.
Le pointeau que je montre n'est pas bon. Celui qui est dans la vanne est beaucoup mieux sans être parfait.
Comme d'hab', le pointeau ne pas pas sortir (sécurité oblige!)
Carré de 10mm et insert fileté en 5x50.
A vos commentaires.

Cordialement.

 [/url
[/url

Invité- Invité
Re: Mon dernier modele de vannes Gaz.
par pif. Sam 30 Juil 2016 - 17:36
Bien l'bonjour;Bien, le moletage, tu a un outil pour le faire ?
Pour le pointeau, je tourne en partant du coté le plus grand vers le plus fin; Donc la pièce dans le mandrin je déplace le petit chariot ( au bon angle ) de gauche à droite, et je fini au papier carrossier à l'eau ( comme toi )
_________________
A vous lire ! PIF

pif.- Age : 74
Re: Mon dernier modele de vannes Gaz.
par Boulon Sam 30 Juil 2016 - 17:49
KBIOTes vannes sont superbes et bravo pout le moletage



Pour l'efficacité de tes pointeaux je les verrais beaucoup plus fin avec un angle plus fermé et finition au tour avec une lime fine et de la toile émeri de 400.
Cordialement
boulon

Boulon-

Re: Mon dernier modele de vannes Gaz.
par Invité Sam 30 Juil 2016 - 19:30

Merci pour vos commentaires. J'apprécie et je vais en tenir compte.
J'aime bien la façon de procéder de PIF. Il va falloir que je l'expérimente , quitte à couper mon pointeau et à le reprendre par l'autre bout: diminution du diamètre de la queue et filetage du pointeau en 3mm.
Oui, j'ai une molette de RC-Machine = +/- 20€.
Finalement à notre échelle, avec un bon joint torique, tout se serre à la main. J'ai vu des gens serrer sur des joints tor' de 3mm avec une clef plate. Pour être sur!

Enfin, ça reste entre nous, n'est-ce-pas?

Cordialement.
Invité- Invité
Re: Mon dernier modele de vannes Gaz.
par J-P Ducret Dim 31 Juil 2016 - 23:25
Pour être certain que les pointeaux, tout au moins l'extrémité va bien, il faut aller vérifier in situ. Comment faire ?
Depuis très longtemps lorsque je fais une série de pièces la dernière est toujours mieux faite que la première aussi j'en fait toujours une ou 2 de plus et j'utilise les premières pièces comme martyr. Il suffit de couper la pièce martyr en son milieu en longitudinal ou en usinage à plat à l'endroit précis de l’emboîtement du pointeau pour vérifier l'angle qu'il faudra usiner sur le dit pointeau.
Faites en l'expérience et c'est très instructif.
Un peu plus de boulot mais pour moi qui ne suis ni touneur ni fraiseur pro, c'est une des façons qui m'a permis de progresser.
Bien à vous tous.
J-Pascal

J-P Ducret- Age : 72
Re: Mon dernier modele de vannes Gaz.
par LUZOLO Lun 1 Aoû 2016 - 7:33

Mais, c'est qu'il bricole bien notre tourneur de Plancoët !!!
A+
Patrick
_________________
A+
Patrick

Celui qui vient de réattaquer un projet de taille: the floating crane ENAK



LUZOLO- Age : 69
Re: Mon dernier modele de vannes Gaz.
par Invité Lun 1 Aoû 2016 - 8:16
usinage à plat à l'endroit précis de l’emboîtement du pointeau
Je ne suis pas sur de bien comprendre. Peux-tu nous mettre des photos ou un schéma, STP?
Ca va en aider plus d'un , dont moi.

Merci.
Bien cordialement.
Invité- Invité
Re: Mon dernier modele de vannes Gaz.
par LUZOLO Lun 1 Aoû 2016 - 8:24
usinage à plat à l'endroit précis de l’emboîtement du pointeau
Je ne suis pas sur de bien comprendre. Peux-tu nous mettre des photos ou un schéma, STP?
En fait il veut dire tu fais une coupe dans le sens de la longueur (sur l'axe médian) et cela te permet de voir si le cône du pointeau et celui du bâti ont bien le même angle.
Oh là là, c'est Bretons, bouchés à l'émeri ...

A+
Patrick
_________________
A+
Patrick
Celui qui vient de réattaquer un projet de taille: the floating crane ENAK
LUZOLO- Age : 69
Re: Mon dernier modele de vannes Gaz.
par Invité Lun 1 Aoû 2016 - 8:37
Kbio,j'aime bien ta purge de radiateur, tu te prépares pour l'hivernage ?


bon d'accord je vais dans l'atelier.
GAV
Invité- Invité
Re: Mon dernier modele de vannes Gaz.
par J-P Ducret Mar 2 Aoû 2016 - 17:27
- la tenue du chemisage laiton dans la culasse Alu
- le collage par Loctite
- positionnement du piston au PMH et PMB
Voila cette façon de vérifier "in situ".
Bien à toi et bien à tous
J-Pascal

J-P Ducret- Age : 72
Re: Mon dernier modele de vannes Gaz.
par Invité Mar 2 Aoû 2016 - 18:19
Bonsoir.Merci JP.

C'est technique et instructif.On est loin de mon taille crayon habituel.
Bien cordialement.
Invité- Invité
Re: Mon dernier modele de vannes Gaz.
par Zéphyrin Mer 3 Aoû 2016 - 10:09
mais ce n'est pas l'extérieur qui compte pour le fonctionnement... mais la concentricité intérieure de l'ensemble.
pour le pointeau, il faut surtout éviter un montage flexible, il est impossible dans ce cas d'avoir une pointe concentrique avec la tige, même à la lime.
Avec le pointeau que tu montres, je suppose que tu retournes la tige pour faire la pointe.
Il faudrait faire la pointe au tour en même temps que le filetage, sans démontage, avec un outil de tour juste à la bonne hauteur et fraichement affuté, ça doit le faire sans problème, mais dans de l'inox dur, ça peut être mission impossible si tu sens de la flexibilité...il faut une pointe rapportée.
Ceci étant, un pointeau loupé peut marcher quand même, on sent en vissant le manque de concentricité, et il est difficile de fermer à fond, mais bon, le prochain sera mieux.
_________________
François-Marie
mes albums Picasa :
https://plus.google.com/photos/113249908069844921550/albums#photos/113249908069844921550/albums

Zéphyrin- Age : 77
Re: Mon dernier modele de vannes Gaz.
par Invité Mer 3 Aoû 2016 - 13:22
Voilà de bonnes informations qui vont m'aider.
un pointeau loupé peut marcher quand même, on sent en vissant le manque de concentricité, et il est difficile de fermer à fond,
Exact. Je dois les travailler d'avant en arrière avant d'avoir une étanchéité (presque) parfaite!
Je limite la sortie du pointeau au bout du mandrin, afin de ne pas avoir une pièce flexible: maximum 10mm.
Je fais le pointeau.
Je coupe le tout à la taille désirée (+/- 30mm) et je retourne le tout.
Je réduis la queue du pointeau afin qu'il ne puisse sortir de l'insert et enfin je fait le filetage (+/- 6mm).
Un bourin se satisfait toujours de son travail et je suis un bon bourin!

A force, je vais bien y arriver.
De toutes façons, les "pas-bonnes" serviront de vanne de purge sur les radiateurs de Graine au Vent!!
Merci pour ces avis éclairés.
Bien cordialement.
Invité- Invité
Re: Mon dernier modele de vannes Gaz.
par Braibant Mer 3 Aoû 2016 - 16:54



Braibant- Admin
- Age : 77
Re: Mon dernier modele de vannes Gaz.
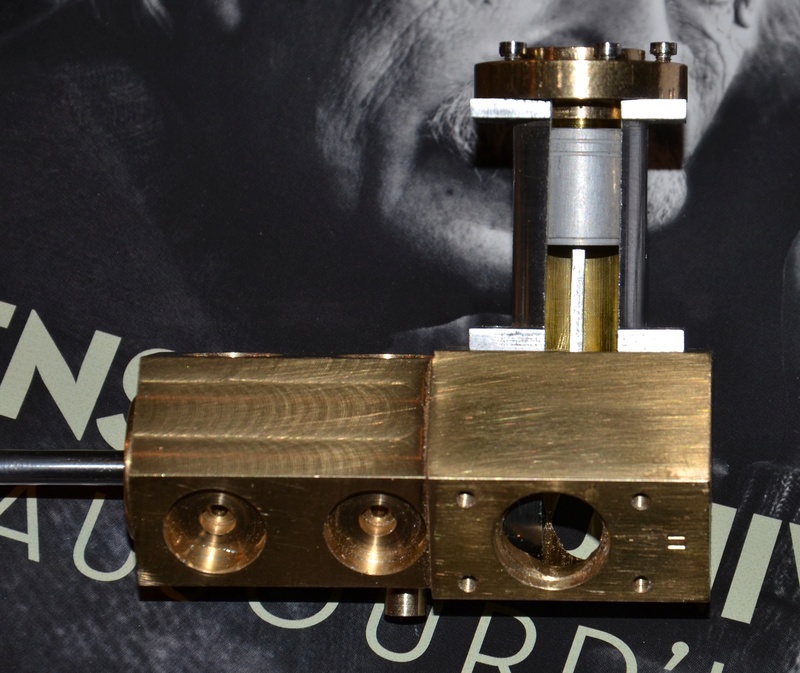
par J-P Ducret Mer 3 Aoû 2016 - 17:10
Voici le cliché d'une vis pointeau réalisée dans la masse.
Si tu veux qques détails de réalisation , tu les trouveras dans mes fiches de travail du site ClubMER75 , dans le volume 2 de l'Aventure vapeur ( pages 49-50).
Le diamètre du volant est de 10 mm
Bon bricolage et bien à vous tous.
J-Pascal
 [/url]
[/url] [/url]
[/url]
J-P Ducret- Age : 72
Re: Mon dernier modele de vannes Gaz.
par Bobino Jeu 4 Aoû 2016 - 18:53

Bonjour à tous
Je vais aussi mettre mon grain de sel au sujet des pointeaux pour vanne butane .
Il est préférable de les faire en inox , pour cela il faut en trouver un bout usinable à l'outil . Comme l'usinage se fait "en l'air " il faut partir d'un diamètre suffisant pour que le cédage ne soit pas un une cause de casse . ( le cédage est la légère déformation dela pièce sous la poussée de l'outil ), il dépend de la profondeur de la passe et de l'alignement de l'axe du tour , il peut être compensé manuellement en appuyant la pièce contre l'outil avec un morceau de bois . On peut ainsi tourner un "tonneau " ayant quelques centièmes de bombé .
Pour ce pointeau de diamètre de base de 3 mm et 40 de long un diamètre de départ de 10 mm n'est pas trop . Commencer par la pointe angle 15° ( 2 x7.5)puis le diamètre 2,3 (inférieur au 2,5 du perçage du corps ) ensuite le diamètre 3 lg 13 , par portions de 5 ou 6 mm . La gorge sert à placer une goupille évitant la sortie du pointeau . La pointe et la partie cylindrique sont polies au grain 4 ou 500.
Les réservoirs équipés de ces pointeaux ne perdent pas le gaz même après plusieurs années .

Bobino- Age : 95
Re: Mon dernier modele de vannes Gaz.
par Papynano Jeu 4 Aoû 2016 - 23:15
Sur les tours il y a les lunettes à suivre pour rester bien parallèle.
_________________
Cordialement Jean Noël

Papynano- Age : 80
Re: Mon dernier modele de vannes Gaz.
par JPA Lun 8 Aoû 2016 - 23:20
Maître Kbio a bien progressé dans l'art de l'usinage ! Les finitions à la lime ou au papier abrasif ne peuvent pas donner un résultat vraiment satisfaisant. Je pense qu'il devrait pouvoir être possible de monter une mini perceuse genre Dremel ou autre, équipée d'une petite meule, sur la tourelle orientable du tour. Avec des passes juste à toucher la pièce, on pourrait ainsi obtenir une super finition de la pointe, même dans des aciers durs et sans faire fléchir la pièce. On obtiendrait ainsi un cône bien concentrique pour peu que l'on ait vérifié le faux-rond au comparateur. J'ai utilisé cette technique pour faire du tronçonnage de petits diamètres avec une mini-perceuse équipée d'un disque à tronçonner fixée sur le chariot transversal du tour.
JPA- Age : 72
Re: Mon dernier modele de vannes Gaz.
par pif. Mar 9 Aoû 2016 - 7:49
Bien l'bonjour;Papynano tu nous dit " Sur les tours il y a les lunettes à suivre pour rester bien parallèle. " oui mais comment suivre avec la lunette sur une partie filetée ?
Le pointeau bien
_________________
A vous lire ! PIF
pif.- Age : 74
Re: Mon dernier modele de vannes Gaz.
par Bobino Mar 9 Aoû 2016 - 9:59
PIF peux tu préciser ta question ?
Pour polir la pointe ou la partie cylindrique du pointeau je colle une bandelette de papier du grain choisi sur une baguette de bois la finesse dépasse celle de limes les plus fines.
Il a existé un "kit" de réctification à monter à la place de l'outil sur un tour , c'est compliqué il faut une motorisation pour la broche et de toutes façons la qualité du travail final dépend de la rigidité de l'ensemble .
Un bon affutage de l'outil , le réglage de sa hauteur , une passe finale fine et une lubrification suffisent pour obtenir un pointeau qui reste étanche des mois .
Bobino- Age : 95
Re: Mon dernier modele de vannes Gaz.
par Papynano Mar 9 Aoû 2016 - 10:23
En général les touches de la lunettes sont en bronze pour les petits tours et ont un roulement sur les plus gros la portée est suffisamment large pour appuyer sur plusieurs filets (ça ne force pas beaucoup dans ces petits diamètres) mais peut être que lors de la fabrication il est possible de faire le filetage en dernier?
_________________
Cordialement Jean Noël
Papynano- Age : 80
Re: Mon dernier modele de vannes Gaz.
par Invité Mar 9 Aoû 2016 - 11:20
Au fait quel angle mets tu en général pour tes pointeaux de vannes ?
autre, je ne vois pas bien la lunette à suivre pour un pointeau ???
GAV
Invité- Invité
Re: Mon dernier modele de vannes Gaz.
par Papynano Mar 9 Aoû 2016 - 13:22
Il me semble que dans le fil de discussion c’était avant l'usinage du cône pour avoir
un axe bien parallèle.
C'est sur que pour avoir une bonne concentricité on est obligé de tout usiner sans démonter la pièce et il y a une bonne longueur,sur ces petits diamètres même en faisant de petites passes on voit bien la flexibilité de la tige.
Pour le cône final peut être le dégrossir avant et finir en fin d'usinage en bricolant une sorte de petite rectifieuse avec une dremel monté sur le petit chariot .
_________________
Cordialement Jean Noël
Papynano- Age : 80
Re: Mon dernier modele de vannes Gaz.
par pif. Mar 9 Aoû 2016 - 14:14
Bien l'bonjour ;Etan z'un tourneur d'occasion, je fais comme ça :
Dans le mandrin je tourne par le coté extérieur du pointeau, filetage de réglage, partie lisse de porté du joint et filetage pour le volant.
Je retourne la pièce en protègent la portée de joint, et dans un hexagone percé et taraudé au Ø du filetage de réglage, puis celui-ci fendu sur sa longueur ( juste une fente d'un coté sur un plat ).
Je vis mon pointeau dans l'hexagone fendu serrer dans le mandrin( la fente entre deux morts ) et je peu usiner mon cône au bon angle en partant du coté du mandrin vers la pointe de celui-ci
De très petite passes sur l'inox et lubrifier au pétrole. Finition au papier carrosserie et eau .
L'angle du cône ... comme le reste au PIF
Mais pour le siège du cône, soit un cambrage à l'outil , à la fraise 2 ou 4 dents, mais aussi le tube cuivre qui sert de siège une fois soudé dans l'embase de la vanne .
_________________
A vous lire ! PIF
pif.- Age : 74
Re: Mon dernier modele de vannes Gaz.
par Papynano Mar 9 Aoû 2016 - 14:36
Je ne suis pas un spécialiste du micro usinage mais dès qu'on enlève la pièce du mandrin et qu'on la remet elle n'est plus concentrique.
L'idéal ce serait d'avoir des pinces à la place du mandrin j'aimerai bien faire un montage sur mon tour mais j'ai un cm5 dans la broche et trouver un porte pince ER 32 avec un cm5 ou du W20 c'est pas évident et je ne veut pas empiler trop de réductions .
Mais le fait de mettre un tube dans le corps de la vanne c'est pas mal.
_________________
Cordialement Jean Noël
Papynano- Age : 80
» Vannes vapeur 3mm
» Vannes Vapeur - Gaz
» Encore des vannes!
» Outil de tour pour corps de vannes
FORUM MODELISME NAVAL RADIOCOMMANDE :: MODELISME NAVAL :: MODELISME BATEAUX A VAPEUR :: ACCESSOIRES et AUXILIAIRES
|
|
|