Tournage CNC
4 participants
Page 1 sur 1

Tournage CNC
par claude86 Ven 1 Jan 2021 - 19:28
Bonjour,
le père Noël ayant été très gentil, j'ai trouver dans mes souliers un tour Proxxon.
L'ayant installer provisoirement sur un vieux meuble, j'ai commencer à usiner du PVC (pas de casse!!).
Quelqu'un sait- il comment ou peut avec précision définr le point Origine sur l'axe de rotation.
Exemple un brut de diamètre 30 mm et une longueur utile de 80 mm
L'outil part du point d'origine, si la pointe de l'outil n'est pas pile sur le point d'origine le diamètre usiner ne seras pas à la cote.
Il y a une méthode de travail qui doit répondre à mon problème.
mais pour l'instant je cherche !
Si vous me conseillez cela me fera gagner du temps !!
Voici la bête



Le logiciel est Nccad9 turn
avec doc en allemand et un condensé en anglais
a+
le père Noël ayant été très gentil, j'ai trouver dans mes souliers un tour Proxxon.
L'ayant installer provisoirement sur un vieux meuble, j'ai commencer à usiner du PVC (pas de casse!!).
Quelqu'un sait- il comment ou peut avec précision définr le point Origine sur l'axe de rotation.
Exemple un brut de diamètre 30 mm et une longueur utile de 80 mm
L'outil part du point d'origine, si la pointe de l'outil n'est pas pile sur le point d'origine le diamètre usiner ne seras pas à la cote.
Il y a une méthode de travail qui doit répondre à mon problème.
mais pour l'instant je cherche !
Si vous me conseillez cela me fera gagner du temps !!
Voici la bête
Le logiciel est Nccad9 turn
avec doc en allemand et un condensé en anglais
a+
claude86- Age : 77
Re: Tournage CNC
par nefertum Ven 1 Jan 2021 - 19:59
de mémoire, du temps lointain de mes études sur des machines CNC, je mettrais l'origine pièce sur le plateau au centre des mors.
l'origine machine étant un point éloigné afin de ne pas toucher les mors dès le départ.
(j'ai encore de la mémoire cf site ci-dessous)
http://sitemeca.free.fr/index.php?page=prog/programmation&art=1.2.8
https://www.makerslide-machines.xyz/fr/2018/03/25/fr-les-systemes-de-coordonnees/
l'origine machine étant un point éloigné afin de ne pas toucher les mors dès le départ.
(j'ai encore de la mémoire cf site ci-dessous)
http://sitemeca.free.fr/index.php?page=prog/programmation&art=1.2.8
https://www.makerslide-machines.xyz/fr/2018/03/25/fr-les-systemes-de-coordonnees/
_________________
Voileux depuis toujours, bien loin d'Etel et de sa rivière : Breton avant tout

nefertum- Age : 51
Re: Tournage CNC
par Papynano Sam 2 Jan 2021 - 0:20
Bonsoir
Oui la hauteur de l'outil doit être au centre des mors sur ces petits tours 80mm de déport du brut me parait grand il faut travailler avec la contre pointe.
Sur une grosse machine c'est différent, j'ai deux tours un de 500 entre pointes et un petit emco de 120mmEP le mandrin de l'emco fait 75mm de diamètre si je met un brut trop en déport il ne reste pas dans le mandrin même en serrant au maximum.
Quand j'usine je commence par mettre au rond car un brut n'est jamais centré au départ et on en l'enlève plus pour garder la concentricité. Ensuite on prend la cote et on avance l'outil en faisant des passes successives jusqu'à la cote voulue. Ne pas oublier
que nous réduisons le diamètre du double de la passe exemple une passe de 0,5mm va réduire le diamètre de 1mm.
Ensuite prendre dès le début de bonnes habitudes qui deviendront un réflexe ne Jamais laisser la clé de mandrin sur celui ci en fin de travail ça devient un projectile dangereux en cas de mise en route intempestive.Ne jamais chercher à enlever un copeau à la main ça brûle et ça coupe.
Oui la hauteur de l'outil doit être au centre des mors sur ces petits tours 80mm de déport du brut me parait grand il faut travailler avec la contre pointe.
Sur une grosse machine c'est différent, j'ai deux tours un de 500 entre pointes et un petit emco de 120mmEP le mandrin de l'emco fait 75mm de diamètre si je met un brut trop en déport il ne reste pas dans le mandrin même en serrant au maximum.
Quand j'usine je commence par mettre au rond car un brut n'est jamais centré au départ et on en l'enlève plus pour garder la concentricité. Ensuite on prend la cote et on avance l'outil en faisant des passes successives jusqu'à la cote voulue. Ne pas oublier
que nous réduisons le diamètre du double de la passe exemple une passe de 0,5mm va réduire le diamètre de 1mm.
Ensuite prendre dès le début de bonnes habitudes qui deviendront un réflexe ne Jamais laisser la clé de mandrin sur celui ci en fin de travail ça devient un projectile dangereux en cas de mise en route intempestive.Ne jamais chercher à enlever un copeau à la main ça brûle et ça coupe.
_________________
Cordialement Jean Noël

Papynano- Age : 80
Re: Tournage CNC
par claude86 Sam 2 Jan 2021 - 18:33
Bonjour,
Merci nerfertum pour les deux liens ci dessus, très instructifs !
Papynano, après reflexion j'en conclu que comme pour du tournage conventionnel, avec un tour Cnc une première ébauche est indispensable pour faire un point OP précis.
Cette passe "d'ébauche" permet de positionner l'OP avec précision sur l'axe Z et X.
Mon deuxième souci est d’éviter que l'outil rentre en contact avec la contre-pointe au départ du cycle.
(en tournage entre pointe et mandrin).
le programme CNC étant élaborer automatiquement par NCCAD9.0 de Max-computer
a+
Merci nerfertum pour les deux liens ci dessus, très instructifs !
Papynano, après reflexion j'en conclu que comme pour du tournage conventionnel, avec un tour Cnc une première ébauche est indispensable pour faire un point OP précis.
Cette passe "d'ébauche" permet de positionner l'OP avec précision sur l'axe Z et X.
Mon deuxième souci est d’éviter que l'outil rentre en contact avec la contre-pointe au départ du cycle.
(en tournage entre pointe et mandrin).
le programme CNC étant élaborer automatiquement par NCCAD9.0 de Max-computer
a+
claude86- Age : 77
nefertum aime ce message
Re: Tournage CNC
par Lagaffe Sam 2 Jan 2021 - 18:51
Origine machine, généralement définie par les capteurs de position fins de course.
Origine programme, les cotes de définition de la pièce partent de ce point, point généralement confondu avec l'
Origine pièce, point de mise en position.
Les erreurs à ce niveau sont la principale cause des "rentre-dedans"

Lagaffe- Age : 102
nefertum aime ce message
Re: Tournage CNC
par claude86 Mer 3 Fév 2021 - 14:41
Bonjour
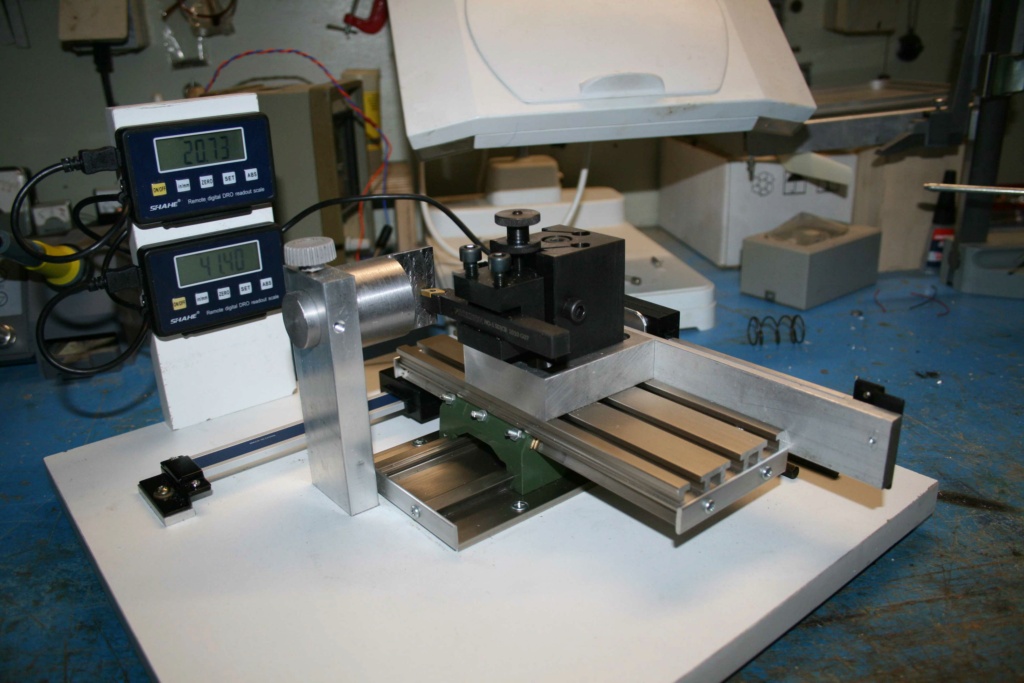
pour info voici le poste de relevé des "cotes outils" j'attends deux regles numeriques qui seront fixées sur les tables X et Z.
voici les images*



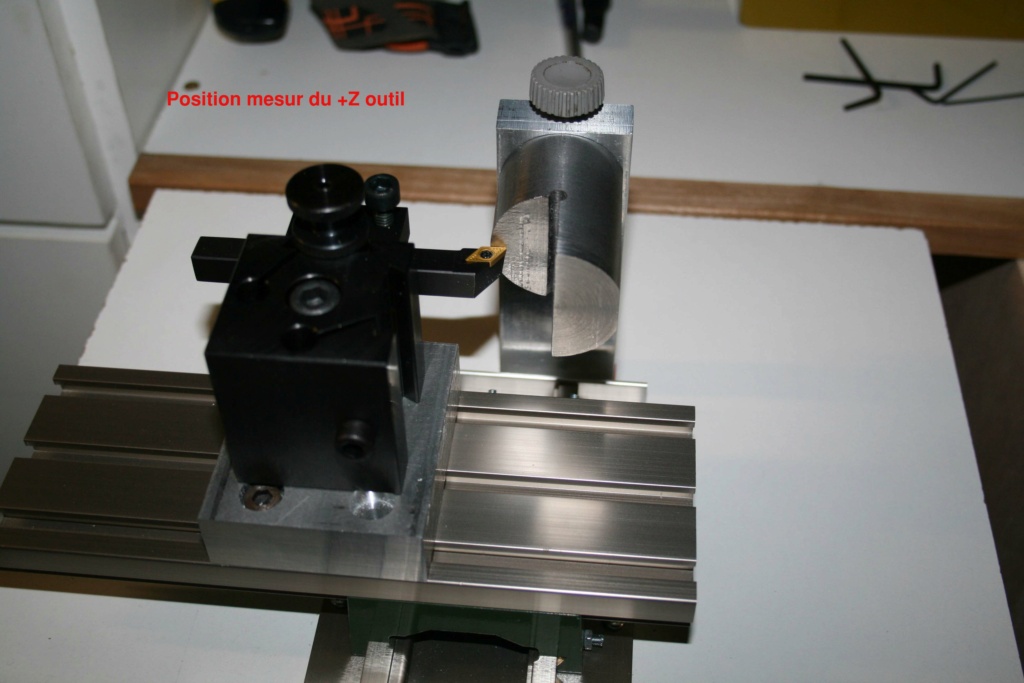


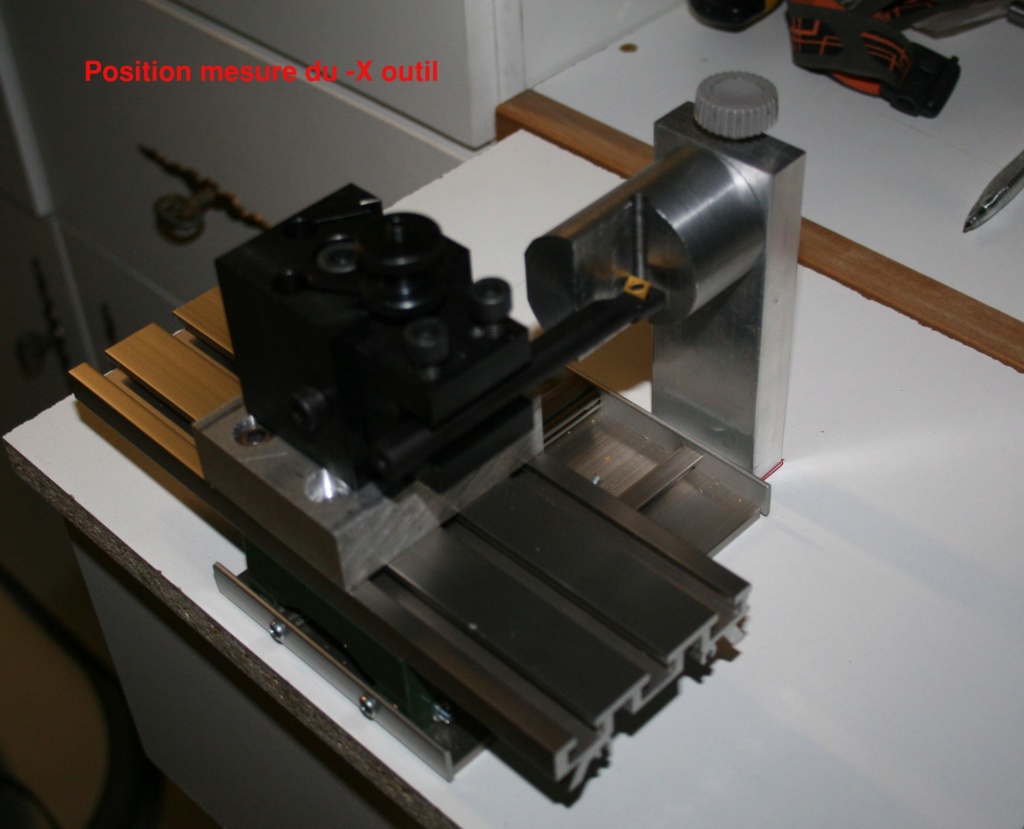

le tour sur son meuble

ces dimensions sont introduites ensuite dans le programme de gestion d'outils et permet un changement rapide sans avoir a faire un recalage en cour d'usinage
pour info voici le poste de relevé des "cotes outils" j'attends deux regles numeriques qui seront fixées sur les tables X et Z.
voici les images*
le tour sur son meuble
ces dimensions sont introduites ensuite dans le programme de gestion d'outils et permet un changement rapide sans avoir a faire un recalage en cour d'usinage
claude86- Age : 77
Re: Tournage CNC
par nefertum Mer 3 Fév 2021 - 15:00
joli montage pour bien prendre les références et bien travailler
_________________
Voileux depuis toujours, bien loin d'Etel et de sa rivière : Breton avant tout
nefertum- Age : 51
Re: Tournage CNC
par claude86 Sam 20 Fév 2021 - 12:08
bonjour
Pour clore le sujet, voici le poste terminé avec les règles numériques.

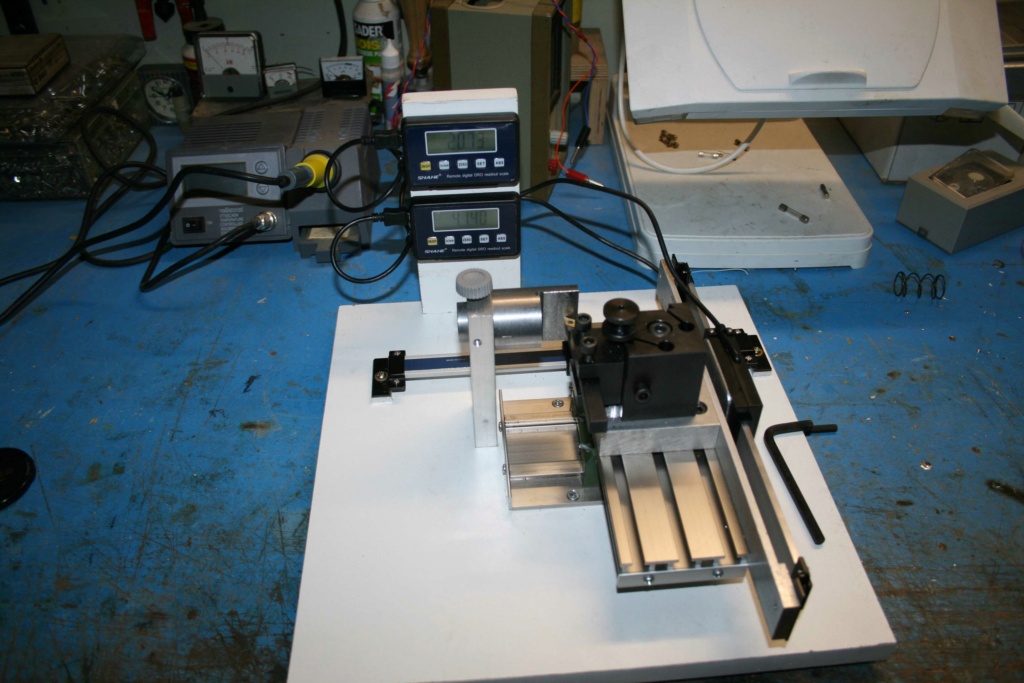
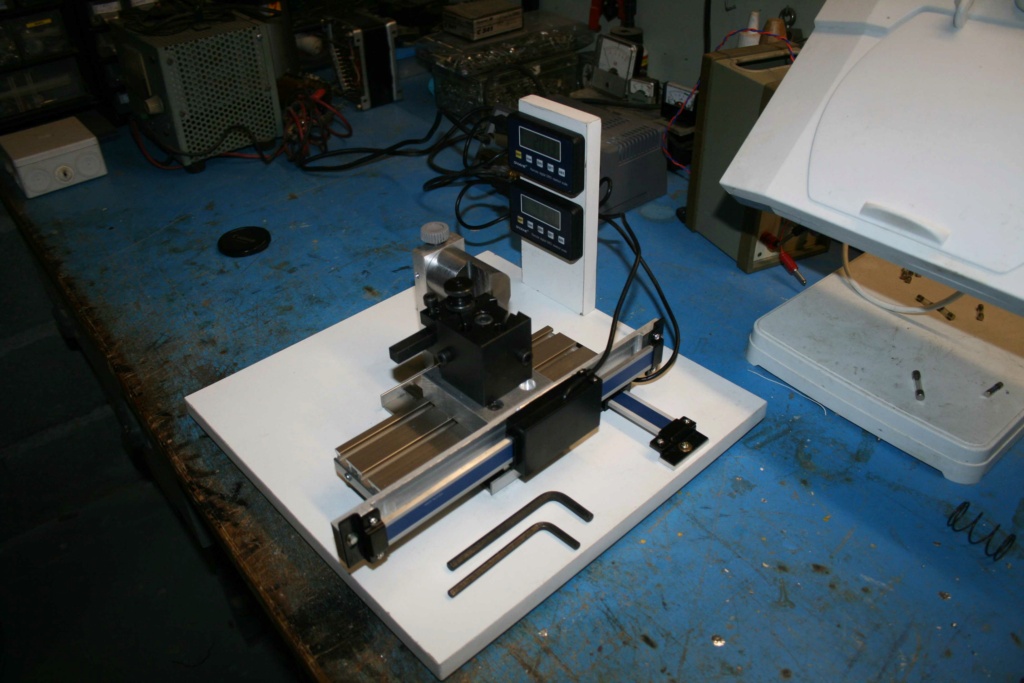
Eh bien maintenant je retourne sur le chantier du Strongbow
Pour clore le sujet, voici le poste terminé avec les règles numériques.
Eh bien maintenant je retourne sur le chantier du Strongbow
claude86- Age : 77
» Tournage sur métaux
» tournage de pièces
» Forêts, Alésoirs, Métrique et BA, éventuellement outils de tournage/fraisage
» tournage de pièces
» Forêts, Alésoirs, Métrique et BA, éventuellement outils de tournage/fraisage
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum|
|
|