fabrication de joints plats métalliques
FORUM MODELISME NAVAL RADIOCOMMANDE :: MODELISME NAVAL :: MODELISME BATEAUX A VAPEUR :: ACCESSOIRES et AUXILIAIRES

fabrication de joints plats métalliques
par JPA Jeu 15 Déc 2016 - 12:09
Je vous propose aujourd'hui une méthode pour fabriquer des joints plats métalliques (alu ou cuivre). Je suis en train de construire un ensemble flashsteam. Les pressions vapeur et eau atteignent facilement 15/16 bars. J'utilise des raccords de fabrication maison constitués de deux brides plates serrées ensemble par un écrou de serrage. Les brides font 7 mm de diamètre extérieur et 3 de diamètre intérieur. L'étanchéité doit être assurée par un joint plat. Pour la partie eau, à la température ambiante, il est facile de faire des joints en Téflon à partir d'un rondin de diamètre 7 percé au centre à 3 et tronçonné à l'épaisseur voulu. Cette matière se travaille aisément et il est facile de faire de nombreux joints rapidement avec cette méthode.
Pour la partie vapeur les températures peuvent peuvent atteindre les 200° C et les joints Téflon ne conviennent pas pour ces valeurs là. Il faut donc faire des joints plats métalliques, j'ai choisi de les faire en alu mais la méthode est valable également pour des joints en cuivre. La méthode du tronçonnage n'est pas très pratique avec des métaux aussi mous et devient vite fastidieuse.
J'ai donc commencé par découper une bande de 8 mm dans une feuille d'alu de 5/10ème. J'ai tracé des carrés de 8 percés au centre au diamètre 3
(une précision absolue n'est pas nécessaire) puis j'ai découpé ces carrés avec une paire de ciseaux.



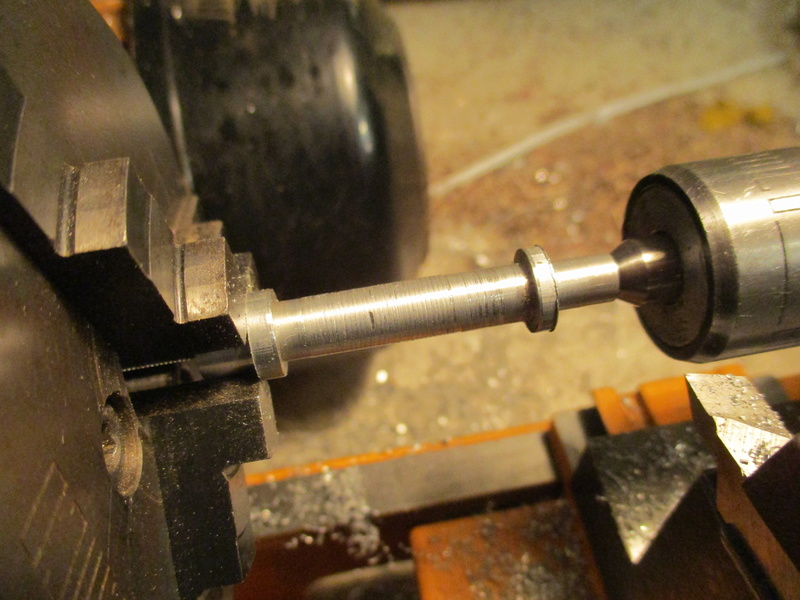
Ensuite j'ai fabriqué deux pièces pouvant recevoir une tige filetée de diamètre 3 mm. Les pièces découpées sont enfilées sur la tige et serrées par les deux pièces d'extrémité. Il suffit ensuite de tourner au diamètre pour obtenir rapidement toute une série de joints plats. Avant utilisation il est nécessaire de recuire les joints pour les rendre plus malléable. Une simple lampe à souder type Soudogaz suffit pour cette opération




JPA- Age : 73
Re: fabrication de joints plats métalliques
par GAZOU Jeu 15 Déc 2016 - 12:13
et tu vends la pochette de 30 combien ?
_________________
Etre à plat ventre c'est bien ! Mais c'est une position inconfortable pour lécher la main de celui qui vous botte le cul

GAZOU- Admin
- Age : 81
Re: fabrication de joints plats métalliques
par JPA Jeu 15 Déc 2016 - 12:15
JPA- Age : 73
Re: fabrication de joints plats métalliques
par Invité Jeu 15 Déc 2016 - 12:44
La méthode est interessante et peut avoir d'autres applications.
Ca me rappelle celle de fabrication des "Glutes"!

Cordialement.

Invité- Invité
Re: fabrication de joints plats métalliques
par GAZOU Jeu 15 Déc 2016 - 12:53
il doit y avoir d'autres matières utilisables pour faire des joints , quelqu'un a t'il déjà utilisé des gants de caoutchouc en dépannage ?
_________________
Etre à plat ventre c'est bien ! Mais c'est une position inconfortable pour lécher la main de celui qui vous botte le cul
GAZOU- Admin
- Age : 81
Fabrication de joints
par jolibob Jeu 15 Déc 2016 - 14:11
Il y a en effet d'autres matières pour fabriquer des joints. Je me souviens d'une matière très utilisée dans les années 70. Il me semble que c'était à base de papier à cigarettes dans lequel on mettait un mélange de je ne sais plus trop quoi ...
Cordialement
_________________
Jolibob

jolibob- Age : 75
Re: fabrication de joints plats métalliques
par GAZOU Jeu 15 Déc 2016 - 14:37

dans lequel on mettait un mélange de je ne sais plus trop quoi ...
ouai ! c'était un truc qui faisait perdre la mémoire , je me souviens bien
_________________
Etre à plat ventre c'est bien ! Mais c'est une position inconfortable pour lécher la main de celui qui vous botte le cul
GAZOU- Admin
- Age : 81
Re: fabrication de joints plats métalliques
par JPA Jeu 15 Déc 2016 - 14:41
JPA- Age : 73
Re: fabrication de joints plats métalliques
par GAZOU Jeu 15 Déc 2016 - 14:47

_________________
Etre à plat ventre c'est bien ! Mais c'est une position inconfortable pour lécher la main de celui qui vous botte le cul
GAZOU- Admin
- Age : 81
Re: fabrication de joints plats métalliques
par derekwarner_decoy Jeu 15 Déc 2016 - 15:30
200 degrees C may be the temperature of the fluid in the inner tube, however not necessarily the temperature of the flange joint it self
As a trail, any simple 4 bolt flange with a constrained Viton o-ring in the cavity will contain fluid at 200 degrees C at 100 Bar as there is literally ZERO extrusion gap between the faces of the flanges
I understand when a flange is opened, the 0-ring will be found hardened and need to be placed in the rubbish .....however if the o-ring cavity is true to dimensions and the faces of the flange are totally square.........the flange joint with the static Viton o-ring even with highly impulsive cyclic function at 200 degrees C at 100 Bar will not leak
To use aluminium or copper flat faced gaskets would require the material to be annealed, then would require the force of 10 elephants
 to torque the M2 bolts of the flange to attain a seal
to torque the M2 bolts of the flange to attain a sealDerek.....


derekwarner_decoy- Age : 75
Re: fabrication de joints plats métalliques
par JPA Jeu 15 Déc 2016 - 17:25
This is the type of joint I am using for my flashsteam plant. I tried Teflon but, due to the high coefficient of expansion when heated, I had to retighten periodically and I had also the problem of extrusion. No more problem with aluminium gasket, and the pipes keep their position despite high temperature and pressure.
Regards

JPA- Age : 73
Re: fabrication de joints plats métalliques
par derekwarner_decoy Jeu 15 Déc 2016 - 22:26
 the flat face unions that you use
the flat face unions that you use Vickers 4.5" MK8 twin Naval gun mounts used flat faced copper sealing washers in flat faced hydraulic unions from 1950 to 1980......which were also used in older industrial low pressure applications [pre 1950 design],
[A work, I supervised hydraulic refit on a number of these gun mounts] ....[
the Australian ETS sailors in the gun mounts wore yellow plastic rain coats when the mounts were firing - yes hydraulic oil spraying from leaking fittings]I am sure your annealed aluminium sealing washers will work perfectly
Manufacturing from aluminium would require annealing after all machining........[unlike other metals, aluminium has no recognised annealing temperature]
It is like black magic :...rub each washer on each side with common bar soap.......[fat and tallow based] heat each washer with a light gas flame until the soap turns black. Allow to cool in air naturally, then wash the washers in luke warm water to remove the burnt soap
Naturally if you don't use the soap, an oxide will form......the aluminium will not discolour........more unknown heat then suddenly at about 660 C it will melt

In years gone by, such union fitting flat faces were machined with a gramophone - micro ring grooves. This naturally assists in sealing integrity
Such sealing washers are a 1 use only, if the union joint is undone, throw the washer in the rubbish and install a new one
regards Derek
derekwarner_decoy- Age : 75
Re: fabrication de joints plats métalliques
par scyllias91 Jeu 15 Déc 2016 - 23:49

C'est bien d'avoir pris le temps d'expliquer
 ,j'ai fait comme toi pour des joints plat en 6x8 mais en cuivre (avec des bouts de tube de plomberie) .
,j'ai fait comme toi pour des joints plat en 6x8 mais en cuivre (avec des bouts de tube de plomberie) .Pourquoi avoir choisi de les faire en aluminium ,je pense que le cuivre recuit est plus mou que l'aluminium même recuit ?
Scyllias
_________________
Scyllias91
scyllias91- Modérateur Vapeur
- Age : 59
Re: fabrication de joints plats métalliques
par JPA Ven 16 Déc 2016 - 1:03
La tôle que j'ai utilisée est en aluminium (métal mou) pas en dural (beaucoup plus raide)
Many thanks to Derek to let us know his method of annealing aluminium. I am aware that aluminium can melt at quite a low temperature as I worked as chief engineer on fast ferries for many years. Some of them built by Austal or Incat (76 m and 86 m wave piercer).
JPA- Age : 73
Re: fabrication de joints plats métalliques
par jacky241 Ven 16 Déc 2016 - 8:32
personnellement le top pour les joints soumis à des températures jusqu'à 200° ce qui est assez rare sur nos modèles réduits : le téflon en rouleau utilisé pour la cuisson au four, on trouve çà régulièrement en grande surface , je n'ai pas trouvé plus efficace pour une étanchéité parfaite et durable avec une facilité de fabrication à la porté d'un enfant , un emporte pièce fabriqué dans un morceau de tube du diamètre souhaité intérieur et extérieur.
extrat pour les presse étoupe en permettant d'ajuster la pression de serrage très précisément.
cordialement
jacky

jacky241- Age : 71
» Joints divers ..
» joints & O'ring
» Joints thorique EPDM
» Sécurité et choix des joints en vapeur.
FORUM MODELISME NAVAL RADIOCOMMANDE :: MODELISME NAVAL :: MODELISME BATEAUX A VAPEUR :: ACCESSOIRES et AUXILIAIRES