comment usiner un exentrique
Page 1 sur 2 • 1, 2 
comment usiner un exentrique
par jacky241 Sam 25 Fév 2017 - 21:38
je cherche tous renseignements sur le principe de réalisation d' un excentrique double MAV et MAR d'un seul bloc au tour avec un calage à 120°
merci à tous
cordialement
jacky

jacky241- Age : 70


pif.- Age : 74
Re: comment usiner un exentrique
par jacky241 Dim 26 Fév 2017 - 8:10
hello Pif , sauf erreur de ma part il n'y a pas de méthode d'usinage d'un seul bloc au tour mais celle en plusieurs éléments que j'ai déjà expérimentée.
je voulais simplement savoir si il est possible de réaliser ce type d'excentrique monobloc et comment résoudre le problème du calage à 120°
cordialement
jacky
jacky241- Age : 70
Re: comment usiner un exentrique
par pif. Dim 26 Fév 2017 - 8:52
 Re ;
Re ; Il te faudra, Jacky, attendre que les usineurs ce réveilles, ou demande sur BloOOo
Il te faudra, Jacky, attendre que les usineurs ce réveilles, ou demande sur BloOOo _________________
A vous lire ! PIF
pif.- Age : 74
Re: comment usiner un exentrique
par Papynano Dim 26 Fév 2017 - 9:30
Oui je pense que c'est possible Daniel Brouard en a usinés pour le bicylindres dont il montre la fabrication sur son site.
Il faut un mandrin quatre mors indépendant bien sur et surtout pas se planter pour caler la pièce lors de la reprise du deuxième excentrique.
Tu doit pouvoir faire des repères sur le brut et sur le mandrin et tu met tes repères en face pour la reprise .
Si je devais faire ce genre de pièce je pratiquerais ainsi .
1: centrage et perçage de l'axe dans un mandrin concentrique à trois mors.
2: Faire des repères sur le brut à 120° sur les génératrices.
3: reprise dans le mandrin quatre mors et usinage de la première came.
4:tourner le brut pour mettre en face du deuxième repère et usiner la seconde came et tronçonner ensuite.
_________________
Cordialement Jean Noël

Papynano- Age : 80
Re: comment usiner un exentrique
par Lagaffe Dim 26 Fév 2017 - 9:32
Avec un mandrin 3 mors c'est faisable en intercalant une cale de la "bonne" valeur entre un des mors et la pièce.
L'inconvénient de cette dernière méthode est qu'on risque de marquer la pièce puisque les deux autres mors vnt toucher la pièce sur une génératrice.

Lagaffe- Age : 102
Re: comment usiner un exentrique
par Papynano Dim 26 Fév 2017 - 14:24
Bernard, pourquoi marquer la pièce, si on utilise un lopin assez long la partie usinée ne touche pas les mors.
_________________
Cordialement Jean Noël
Papynano- Age : 80
Re: comment usiner un exentrique
par JPA Dim 26 Fév 2017 - 16:51
JPA- Age : 72
Re: comment usiner un exentrique
par Lagaffe Dim 26 Fév 2017 - 18:37
Papynano a écrit:Bonjour
Bernard, pourquoi marquer la pièce, si on utilise un lopin assez long la partie usinée ne touche pas les mors.
Il est certain que si tu prévois une prise de mors en plus, tu peux la couper après.
Mais ça te crée du porte à faux mauvais pour l'usinage, surtout dans des petits diamètres.
D'autre part il n'est pas du tout recommandé de positionner une pièce sur une arête, la précision va en souffrir. M'enfin, si on ne recherche pas le dixième c'est bon !
Lagaffe- Age : 102
Re: comment usiner un exentrique
par Papynano Dim 26 Fév 2017 - 19:04
Je ne sait pas en fait la longueur de l'ensemble des deux excentriques que veut usiner Jacky. Mais je pense pour être large dans les 4mm pour chacun, ça fait 15mm en gros en porte à faux tronçonnage final compris avec un brut de 22 mm c'est pas énorme et je pense qu'il y a moyen d'usiner précis, je ne vois pas ou sont les difficultés?
J'ai déjà usiné pas mal de choses avec mes machines dont des excentriques simple et des vilebrequins taillés dans la masse la c'est autre chose pris entre pointes avec un toc et à basse vitesse (à cause du balourd) le plus dur c'est la finition des manetons de paliers sans broche à rectifier.
_________________
Cordialement Jean Noël
Papynano- Age : 80
Re: comment usiner un exentrique
par Lagaffe Dim 26 Fév 2017 - 19:08
Excusez-moi si je raisonne en mécanicien chatouilleur de l'IT 0,02 !
Lagaffe- Age : 102
Re: comment usiner un exentrique
par Papynano Dim 26 Fév 2017 - 19:20
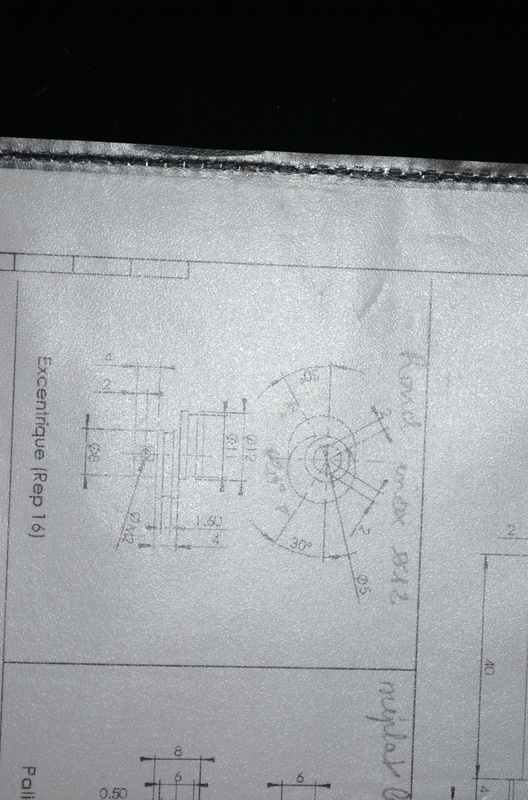
Jacky fais nous un petit croquis pour qu'on puisse voir ce que tu veut faire exactement.
Je suis partis dans l'idée d'une distribution de type Stépheson comme on en voit pas mal sur des machines à vapeur.
_________________
Cordialement Jean Noël
Papynano- Age : 80
Re: comment usiner un exentrique
par jacky241 Dim 26 Fév 2017 - 20:44
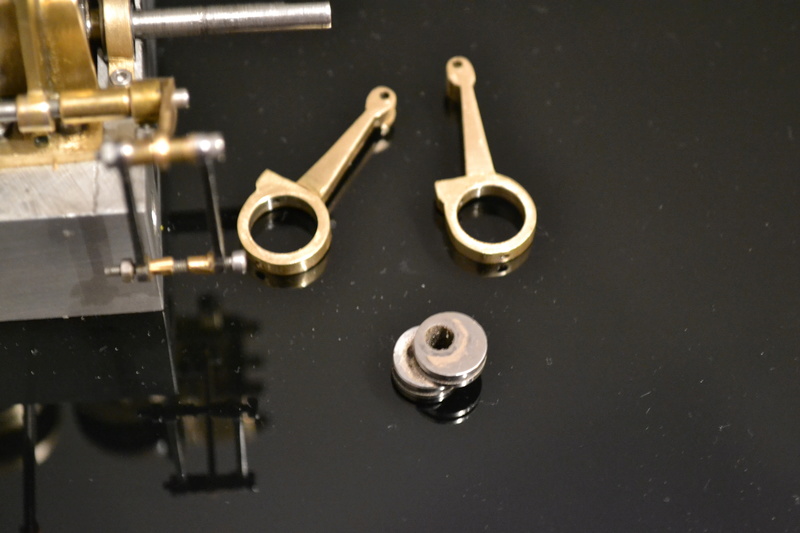
ce moteur tournait très bien et malheureusement je l'ai fait tomber d'une étagère de 1.5m de hauteur et le vilebrequin n'a pas apprécié.j'ai du le refaire mais au remontage je me suis aperçu qu'un excentrique que j'avais réalisé en trois parties brasées était cassé.
il me semblait avoir vu quelque part qu'il était possible de réaliser cette pièce d'un seul bloc mais impossible de retrouver le site en question.
papynano que je remercie m'a rafraichi la mémoire , c'est Daniel BROUARD sur son site qui donne la méthode et je vais tenter de la suivre car cela me parait plus robuste.
la méthode avec la goupille peut paraitre plus simple mais vu la petitesse des pièces il est compliqué de les tenir en respectant le calage à 120° et trouver le bon endroit ou percer l'emplacement de la goupille.
merci à tous pour votre aide
cordialement
jacky
jacky241- Age : 70
Re: comment usiner un exentrique
par Papynano Dim 26 Fév 2017 - 21:34
Oui, en effet Jacky c'est bien à ce genre de pièce que je pensait et chaque excentrique fait bien 4mm d'épaisseur.
J'avais déjà cogité un peu sur ce sujet pour faire des coulisses de Stépheson de ce modèle de moteur sur les plans de Jean Luc Soumard mais je n'ai pas encore commencé le projet
Je voudrais maîtriser un peu la fonderie pour réaliser certaine pièces.
_________________
Cordialement Jean Noël
Papynano- Age : 80
Re: comment usiner un exentrique
par pif. Lun 27 Fév 2017 - 7:29
Bien l'bonjour;Jacky, Annecy n'est pas loin de chez toi, va voir Daniel , un orfèvre dans la matière et très sympathique . Mais le Papy n'est pas loin non plus et le bord du lac recel de bon lieux .
_________________
A vous lire ! PIF
pif.- Age : 74
Re: comment usiner un exentrique
par jacky241 Lun 27 Fév 2017 - 8:27
pour avoir rencontré Daniel BROUARD de manière anonyme dans deux expos j'ai beaucoup observé son travail et j'avoue à ce jour ne pas avoir vu mieux.un artiste qui permet de relativiser nos propres compétences.
à cette époque je n'ai même pas osé lui dire que j'étais modéliste !
cordialement
jacky
jacky241- Age : 70
Re: comment usiner un exentrique
par vap38 Lun 27 Fév 2017 - 8:43
Voici un quantité de réponses à analyser selon les propositions techniques de chacun.
http://www.usinages.com/threads/tourner-des-excentriques.95561/
Il faut choisir une méthode selon ses capacités et de son outillage !
bon courage et bonne lecture


vap38- Age : 74
Re: comment usiner un exentrique
par Papynano Lun 27 Fév 2017 - 8:53
Je connais bien Daniel également, la micromécanique de précision était son métier.
Il est toujours de bons conseils et prêt à nous encourager, Jacky de ce coté là tu lui ressemble également.Je tâcherai de prendre un moment ( je suis à fond sur la deuche pour quelle roule cette année) et je vais essayer ma méthode. Si ton tour est trop petit on peut utiliser le mien 500mm d'entre pointe ça laisse de la marge.
Oui Francis c'est vrais je n'y pensais plus ,mais dans ce cas avec ces bruts de fonderie c'est encore plus délicats il faut pas ce louper et partir sur de bonnes bases. Perso je ne saurais pas par quel bout commencer, peut être percer l'axe du vilebrequin?
_________________
Cordialement Jean Noël
Papynano- Age : 80
Re: comment usiner un exentrique
par vap38 Lun 27 Fév 2017 - 9:12
encore une nouvelle méthode ! regardez les phases d'usinages en photos explicatives.
http://www.usinages.com/threads/tourner-des-excentriques.95561/page-7
bon courage pour la compréhension mais c'est réalisable...
Voici le lien sur l'origine des photos
http://compound.modelengines.info/eccentric.html
Si vous avez lu tous les posts vous êtes un passionné d'usinage.
je sais que la difficulté reste dans la précision des différentes phases d'usinages; mais rien n'est impossible nous avons des solutions à notre portée.
a+
vap38- Age : 74
Re: comment usiner un exentrique
par Zéphyrin Lun 27 Fév 2017 - 10:00
ceci au diviseur sur la fraiseuse ou une bidouille avec un bout de 6 pans à la perceuse (bof).
L'ébauche doit être alésée pour son arbre, et la vis de blocage installée.
Au tour, il faut décentrer l'arbre d'usinage de l'excentration, ( 2 mm ) avec un 4 mors indép. ou au 3 mors avec une cale (bof).
placer l'ébauche sur le trou 1 et usiner très doucement, -la tenue est faite par la seule vis!- et tourner et fixer sur le trou 2 pour l'autre excentrique
_________________
François-Marie
mes albums Picasa :
https://plus.google.com/photos/113249908069844921550/albums#photos/113249908069844921550/albums

Zéphyrin- Age : 77
Re: comment usiner un exentrique
par maximus 94 Lun 27 Fév 2017 - 18:16
C'est peut être un peu excentrique! mais voila comment j'ai résolu le problème pour ce fameux 120°, deux excentriques dont un avec la partie fixation sur l'arbre, au tour soit avec un trois
mors et une cale soit un quatre mors indépendants, ensuite il faut passer a la fraiseuse avec un diviseur pour la lumière de réglage.
J'en ai fait aussi en partant du brut de fonderie avec le quatre mors indépendants après traçage.


Max

maximus 94- Age : 76
Re: comment usiner un exentrique
par Papynano Lun 27 Fév 2017 - 18:17
Jacky j'ai usiné un double excentrique avec ma méthode il n'y a aucuns problèmes j'ai juste amorcé le tronçonnage final en laissant 10mm de matière, avant d'usiner les excentriques.
Je suis parti avec un rond de 20mm un perçage central pour l'axe du vilo à 5mm tournage à 8mm sur 6mm ensuite prise dans le quatre mors réglage au comparateur pour l'excentricité et j'ai tourné le premier exentrique à 12mm de diamètre sur 4mm de pronfondeur et une petite saignée au centre.
Recalage en tournant mon rond de 120° et usinage du deuxième excentrique mais avec un outil à gauche cette fois re petite saignée et tronçonnage final c'est on ne peut plus facile.
Dernière édition par Papynano le Lun 27 Fév 2017 - 22:41, édité 2 fois
_________________
Cordialement Jean Noël
Papynano- Age : 80
Re: comment usiner un exentrique
par Lagaffe Lun 27 Fév 2017 - 20:29
Lagaffe- Age : 102
Re: comment usiner un exentrique
par jacky241 Mar 28 Fév 2017 - 8:31
je viens de visionner les cogitations sur le site (usinage) à propos de la méthode de réalisation de ce double excentrique et je vois que je ne suis pas le seul à m'être posé des questions.
les idées ne manquent pas, il y en a même de plutôt originale comme celle de Max.
il me semble que celle partant des trois perçages avec les décalages à 120° pour permettre ensuite le positionnement sur le tour reste la plus "simple" en théorie mais les surfaces sont vraiment petites ce qui rend l'exécution délicate en particulier le deuxième excentrique ou il est nécessaire de prévoir le passage de l'outil et réussir à obtenir une côte précise du diamètre.
il y a aussi un point qui me parait délicat, celui de l'épaisseur de matière restante pour la vis de blocage de l'excentrique sur l'arbre, impossible de faire mieux mais limite.
j'ai foiré un filetage de 2mm en serrant probablement trop fort suite à une expérience malheureuse sur le moteur de ma chaloupe ou l'excentrique tournait sur l'arbre.
cordialement
jacky
jacky241- Age : 70
Re: comment usiner un exentrique
par Papynano Mar 28 Fév 2017 - 9:22
Je pense qu'il faut trouver la bonne position en serrant modérément faire un repère sur l'axe du vilebrequin et percer une petite encoche,monter ensuite au frein filet.
Si on fait un moyeux plus gros ce sera difficile de mettre la biellette de devant.
Il y a bien la solution de faire plus gros sur la partie avant et réduire avant le premier excentrique mais ça va pas être esthétique.
Si on a l'occasion de se voir je te montrerait ma façon de procéder il n'y a pas plus simple mais il faut avoir deux mandrins pour le tour facilement interchangeable. Sur mon harrisson les deux sont sur un faux plateau vissé donc changement rapide, pas besoin de faire trois points de centrage.
Avec le diviseur j'ai tracé les génératrices sur le rond à 120° fait un repère sur le mors mis les deux tracés en face et usinage.
Comme je le dit plus haut pour la préparation usinage des deux bout du rond de 20mm (perçage pour l'axe du vilo et usinage du moyeu à 8mm sur 6mm, ébauche pour le tronçonnage final en laissant 8mm pour les excentriques et 10mm de matière) .
Ps: j'ai tenté de mettre des photos mais elles sont toutes floues pas moyen d'avoir quelques chose de correct

_________________
Cordialement Jean Noël
Papynano- Age : 80
Page 1 sur 2 • 1, 2
» Comment ça marche!
» comment ranger les bateaux
» Comment faire
» Comment ont fait ? par genuis
|
|
|