Le Compound de Papymouzot
FORUM MODELISME NAVAL RADIOCOMMANDE :: MODELISME NAVAL :: MODELISME BATEAUX A VAPEUR :: JE CONSTRUIS MA MACHINE
Page 2 sur 6 •  1, 2, 3, 4, 5, 6
1, 2, 3, 4, 5, 6
Re: Le Compound de Papymouzot
par papymouzot Ven 4 Nov 2016 - 11:07
Les cotes sont quasi finales, il ne reste que quelques centièmes pour polir les faces.
Sur les fonderies brutes, il n'est pas forcement facile (du moins pour moi) de s'apercevoir que les lumières étaient "tordues", pour preuve:
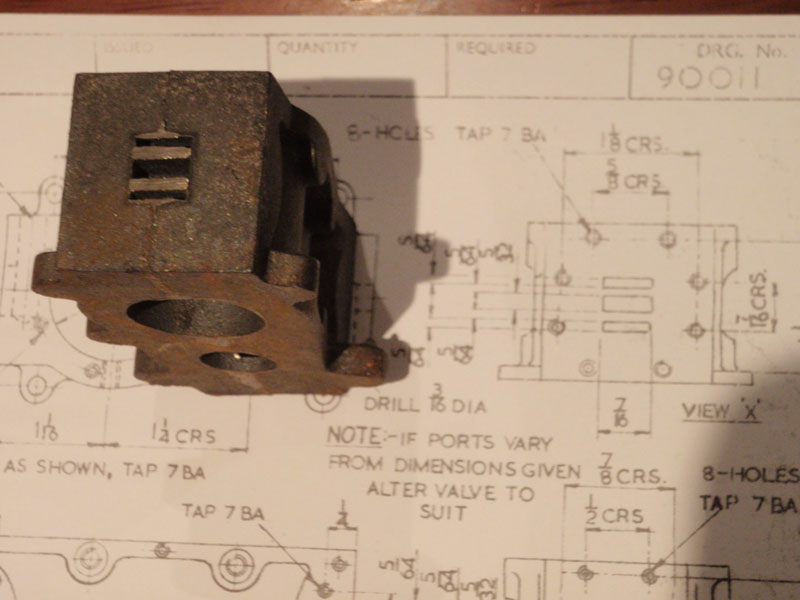
Par contre, je n'ai plus assez de matière sur le bloc cylindre pour tenter de corriger les angles des lumières, elles seraient agrandies à coup sûr. Je note l'astuce de la plaque en laiton de 2mm d'épaisseur pour re-créer les "bonnes" lumières. Je me réserve cette opération pour la fin de l'usinage du bloc. Serait il possible de ne faire une plaque que de 1mm pour minimiser l'usinage du bloc ?
@JPA
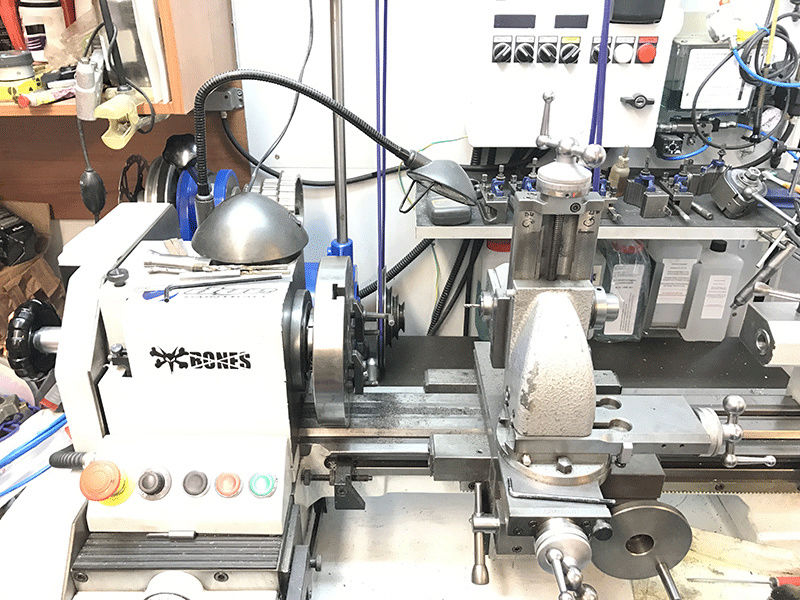
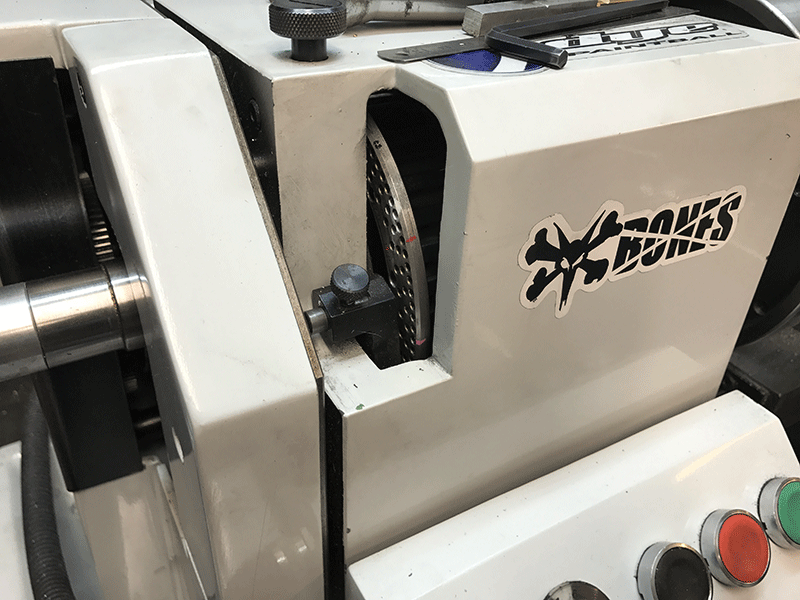
J'utilise un tour Schaublin 102 avec une équerre de fraisage, je n'ai pas de colonne de perçage ni fraiseuse, cela fait six ans que je dois m'en acheter une mais il y a toujours quelque chose de plus important budgétairement parlant, je crois que je n'en n'aurais pas. Mon ensemble est assez rigide pour faire du bon travail, c'est juste peu pratique voire pas du tout parfois et l'usineur est de moins en moins performant.
Voici quelques photos pour montrer ce avec quoi je travaille si cela peut éclairer quelques lanternes sur mes difficultés sur certains perçages, je prends tous vos conseils, il me reste environ 50 perçages à faire sur mon bloc de "test" brrrrr.....

Je me doutais bien que la fonte rouillait volontiers mais je pensais que les graisseurs étaient là un peu pour empêcher cela en plus de leur rôle de lubrification lors du fonctionnement, comment faites vous pour graisser/lubrifier vos moteurs pour empêcher la rouille après utilisation ?
@Zéphyrin
Il n'y a pas de conseils débiles, je te prie de bien vouloir accepter mes plus plates excuses si j'ai laissé sous entendre cela. C'est mon premier usinage, je n'ai aucune expérience en construction mécanique ni en vapeur non plus. Tous les conseils sont bons car même si ils ne sont pas forcément aisés à suivre, ils peuvent me guider vers une meilleure façon de faire.
Tu as d'ailleurs raison, sur certaines photos on voit des marques d'outils ou la fonte est comme vitrifiée, et cela vient bien sûr une fois du mauvais positionnement de l'outil, une autre fois d'un défaut d'affutage. Je ne fais pas le tri des photos qui sont "belles à poster" ou pas car si je fais cela, cela ne reflèterait pas la réalité de mon travail ! What you See is What I get .... ( ce que vous voyez est ce que j'obtiens pour les noms Anglophones, c'est un jeu de mots )

papymouzot- Age : 59
Re: Le Compound de Papymouzot
par JPA Ven 4 Nov 2016 - 11:55
Je comprend mieux tes problèmes de visibilité. Pour la plaque d'insertion 1mm risque d'être un peu faible, il vaut mieux 2mm. Mais cela n'est pas très grave, si tu garde la cote d'origine sur le bloc-cylindre il suffit de décaler les excentriques de 2mm en interposant une rondelle d'épaisseur sur l'axe. Il faut aussi décaler la commande de la coulisse mais tout cela n'est pas très compliqué.
Tu ne pourras pas faire tes 7 trous équidistants avec le diviseur indexable, le seul moyen : tracer, pointer et utiliser une perceuse à colonne.
A +
JPA- Age : 72
Re: Le Compound de Papymouzot
par Invité Ven 4 Nov 2016 - 12:03
à plus,
Invité- Invité
Re: Le Compound de Papymouzot
par Invité Ven 4 Nov 2016 - 12:24
Invité- Invité
Re: Le Compound de Papymouzot
par Papynano Ven 4 Nov 2016 - 12:59
Je vais peut être dire une co.......ie mais dans le pire des cas il y a peut être moyen de chemiser les cylindres?
_________________
Cordialement Jean Noël

Papynano- Age : 80
Re: Le Compound de Papymouzot
par papymouzot Ven 4 Nov 2016 - 16:59
La pièce haute du cylindre basse pression était sensée être maintenue par 7 goujons, je n'en mettrai que 6 car c'est ce que je peux faire avec mon diviseur, la pièce du cylindre haute pression est sensée être maintenue par 5 goujons, pas de soucis avec ça.
Auriez vous des conseils pour éviter que je fasse de grosse bêtises ?
papymouzot- Age : 59
Re: Le Compound de Papymouzot
par papymouzot Ven 4 Nov 2016 - 17:08
Ce sera donc 5 goujons.. si je choisis la facilité, ou sept si je choisis la difficulté mais coller au plan.. et être plus esthétique....

papymouzot- Age : 59
Re: Le Compound de Papymouzot
par Invité Ven 4 Nov 2016 - 19:19
voila une photo de la glace intermédiaire.

Invité- Invité
Re: Le Compound de Papymouzot
par Zéphyrin Sam 5 Nov 2016 - 0:00
Tu vois qu'il y a plein de solutions pour usiner ce bloc, c'est pas sorcier...
c'est bien parti pour un magnifique moteur...
n'oublie pas que le taraud cassera dans le dernier trou du bloc cylindre, commence par le dernier trou, comme ça tu es tranquille !
_________________
François-Marie
mes albums Picasa :
https://plus.google.com/photos/113249908069844921550/albums#photos/113249908069844921550/albums

Zéphyrin- Age : 77
Re: Le Compound de Papymouzot
par Invité Sam 5 Nov 2016 - 8:11

Interessant à suivre.

n'oublie pas que le taraud cassera dans le dernier trou du bloc cylindre, commence par le dernier trou, comme ça tu es tranquille !
Ou alors casse-le tout de suite, et on n'en parle plus!


Cordialement.
Invité- Invité
Re: Le Compound de Papymouzot
par JPA Sam 5 Nov 2016 - 11:08
"comment s'appellent les pièces qui ferment les cylindres ?" : On les appelle des plateaux, le plateau du dessus s'appelle le "fond" et le plateau du dessous, qui comporte le passage de la tige du piston, le "couvercle". Sur un moteur à combustion interne on appellerait ça la culasse.
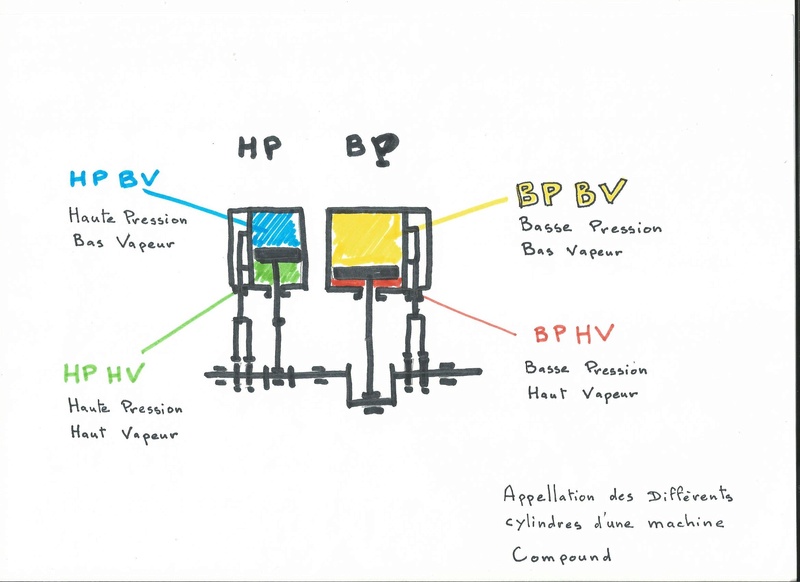
Pourquoi le "couvercle" se retrouve-t-il en dessous et le "fond" au dessus ? Pour la même raison que la tête de bielle est en bas et le pied de bielle en l'air : les premières machines à vapeur entraînaient des roues à aubes, les cylindres ce trouvaient donc en dessous de l'arbre manivelle (vilebrequin) ! Quand on a retourné la machine à vapeur pour lui faire entraîner un arbre d'hélice les marins, à qui il ne faut pas trop changer les habitudes, ont gardé les noms d'origine aux différentes pièces. Ainsi le cylindre "haut vapeur" est la partie inférieure du cylindre et le cylindre "bas vapeur" est la partie supérieure du cylindre !
Le petit cylindre est le cylindre haute pression qui se note "HP" et le grand cylindre est le cylindre basse pression noté "BP". Si la machine avait été une "triple expansion" il y aurait eu un troisième cylindre moyenne pression noté "MP" situé entre le HP et le BP. Sur certaines machines pour éviter d'avoir des dimensions trop extravagantes du cylindre BP, celui-ci était subdivisé en deux cylindres de taille plus "normale". C'est ainsi le cas des machines du Titanic qui étaient des machines à triple expansion mais qui possédaient quatre cylindres chacune.
Traditionnellement le cylindre HP est sur l'avant (le plus proche de la chaudière), le BP côté volant et sortie de ligne d'arbre, l'appareil de manoeuvre et la vanne registre à tribord, le condenseur à babord.
JPA- Age : 72
Re: Le Compound de Papymouzot
par papymouzot Sam 5 Nov 2016 - 11:39
@Zéphyrin pour l'outillage, le tour est bien, j'ai eu du bol car je ne l'ai pas payé cher, mais je n'ai jamais trouvé de fraiseuse dans mes prix et je n'en trouverai plus je crois bien....
J'ai donc joué avec les deux caches hauts des cylindres hier en fin d'après-midi, je ne sais pas encore comment les percer...
Je ne tarauderai pas ce bloc, je ne désire pas user des tarauds neufs juste pour m'entrainer.. mon souci premier est comment percer les sept trous sans perceuse colonne. Il va probablement falloir que je me résigne à en faire que cinq. ?
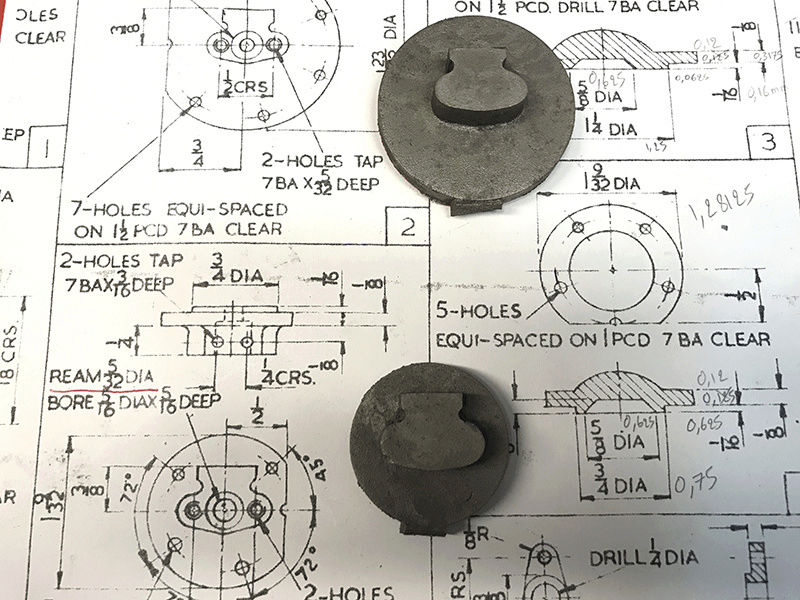
Bref, voici les "Top Covers" dans leur emballage d'origine.
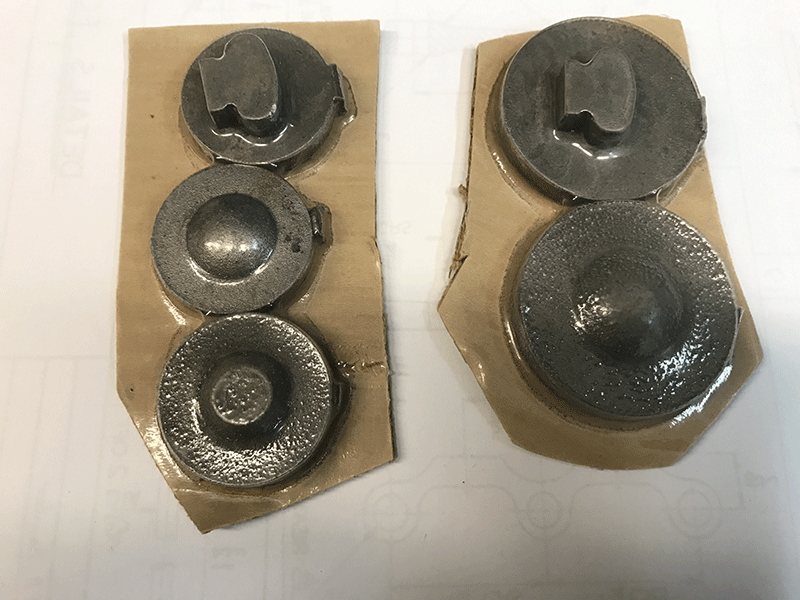
Et une fois déballées, quelques traces de rouille sur le côté carton...
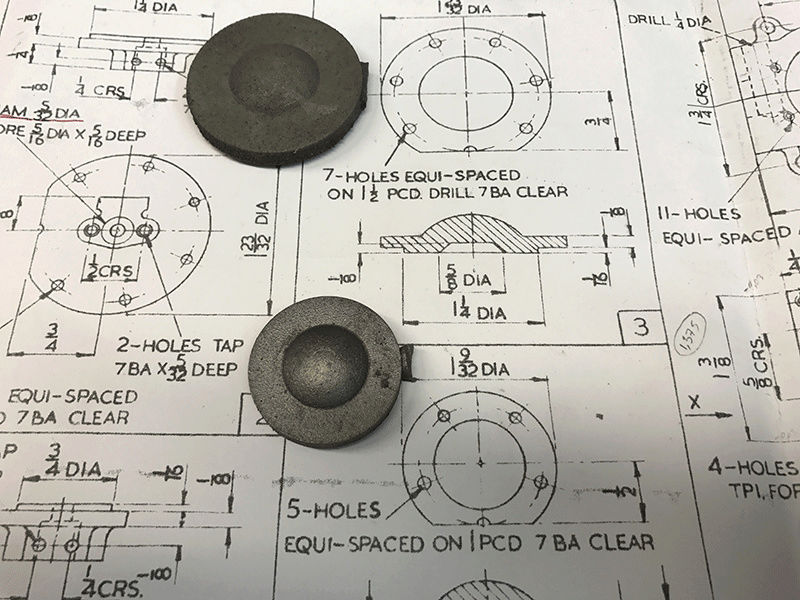
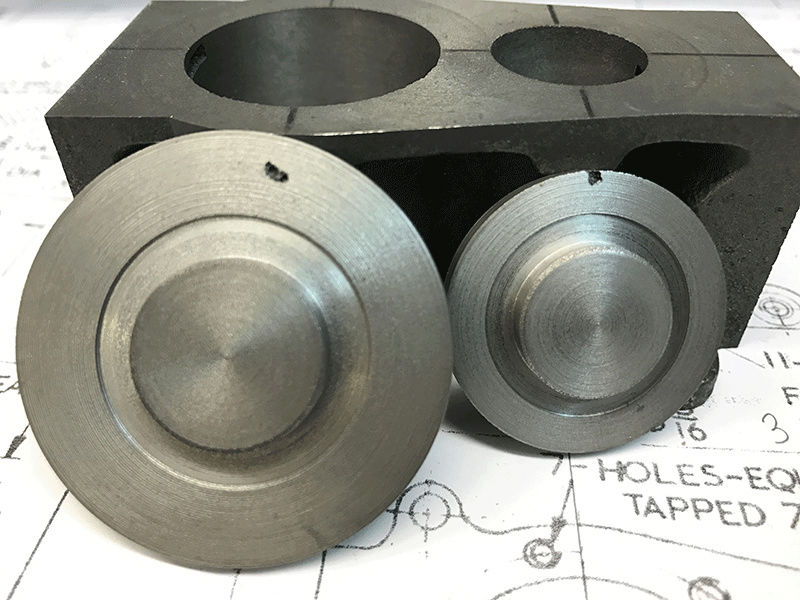
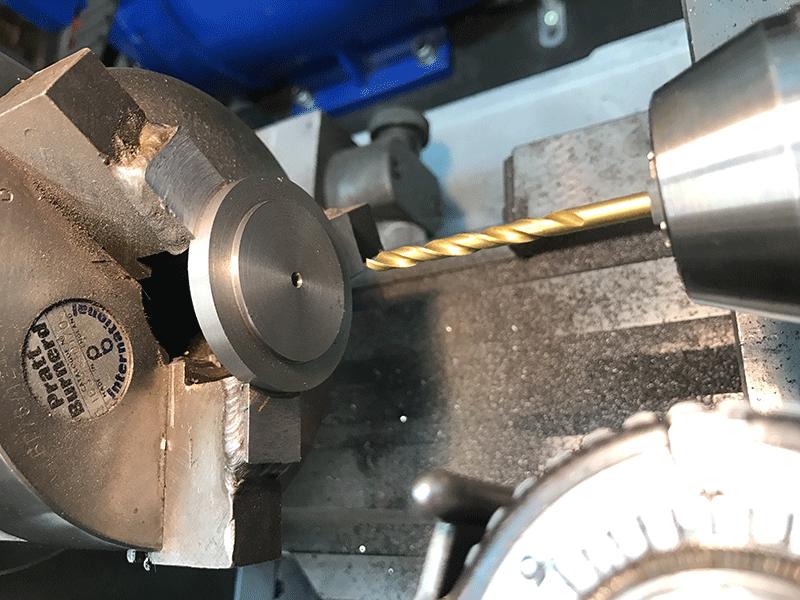
Premier montage sur le tour sur mandrin 3 mors, avec des mors doux, la prise se fait sur peu de métal qui n'est pas si concentrique que ça.

et début de l'usinage. Grossièrement, je suis surpris qu'il y ait autant de matière à enlever sur toutes ces pièces.

et un peu plus fin ensuite

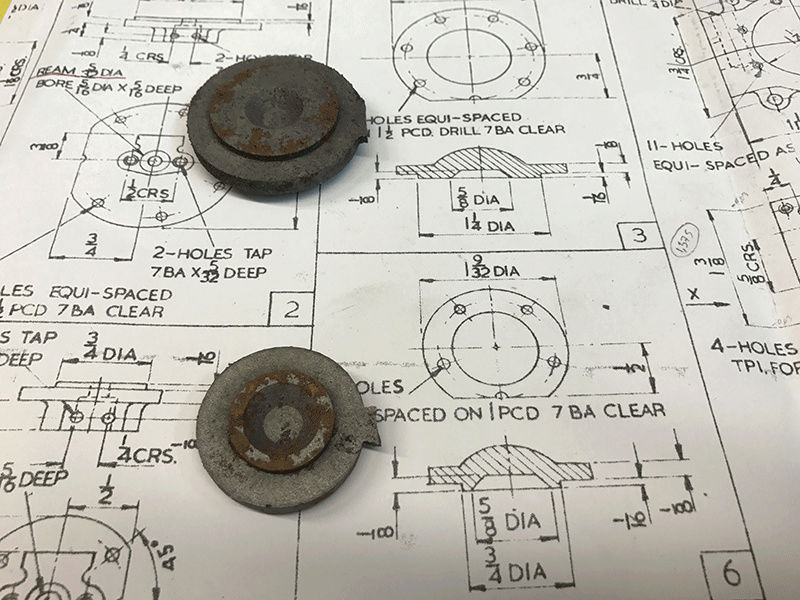
Essais sur le bloc cylindre et passage à la deuxième pièce.. pour la deuxième j'ai utilisé un autre mandrin, un 4 mors concentrique, je ne pouvais pas serrer trop petit avec le trois mors et les mors doux..
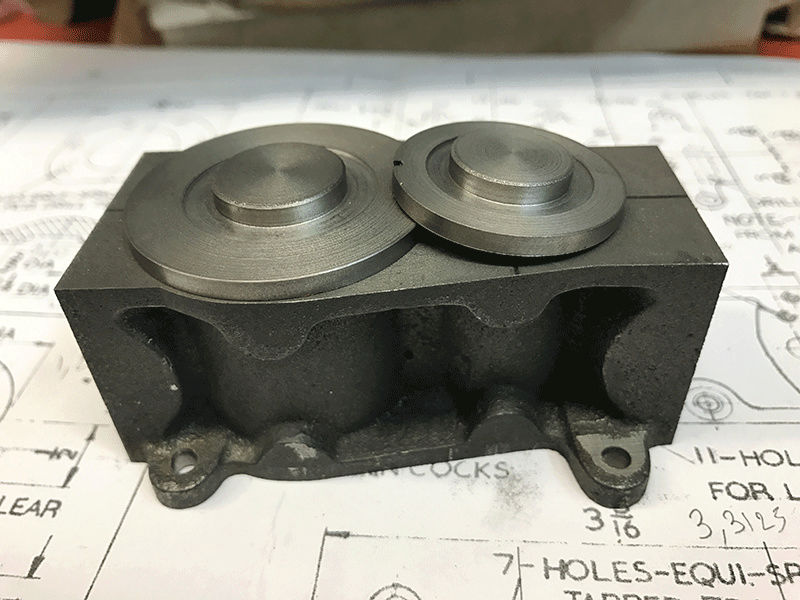
Je n'ai pas de chance, vraiment, le bloc a les lumières qui sont "twisted"/tordues, et les "top covers" (quel est le nom de ces pièces ?) ont toutes les deux des trous dans la matière... j'espère que les perçages arriveront à les masquer et que cela ne va pas arriver avec toutes les pièces du kit !!!
Vais-je avoir le courage aujourd'hui de faire les perçages ? pas sûr !!
Pour les tiroirs, ça va être très chaud aussi... Je vais peut-être tenter de me faire le socle en bronze... ça promet aussi... j'ai peur !!
papymouzot- Age : 59
Re: Le Compound de Papymouzot
par papymouzot Sam 5 Nov 2016 - 11:40
papymouzot- Age : 59
Re: Le Compound de Papymouzot
par JPA Sam 5 Nov 2016 - 18:50
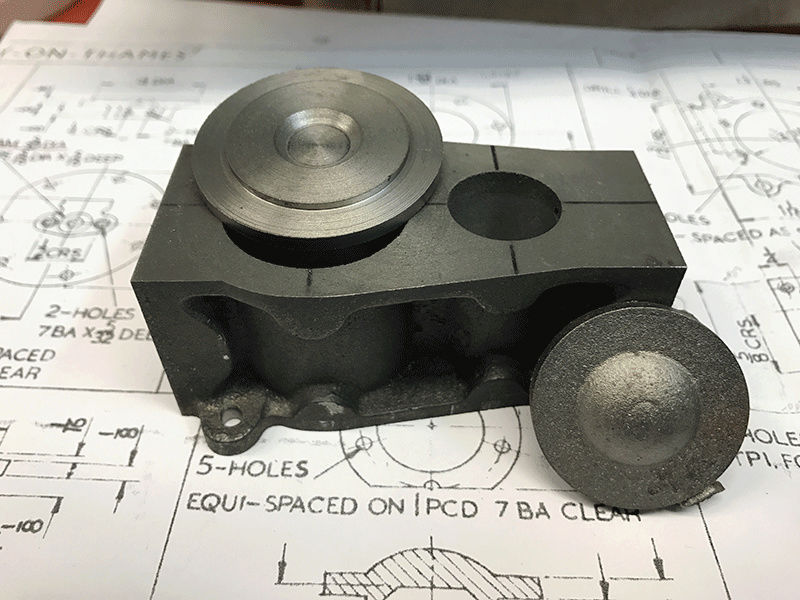
Sur chacun des deux couvercles il y a un bossage qui vient de fonderie. ce bossage est prévu pour recevoir le passage de tige et son presse-étoupe, il possède également un méplat dont j'ignore la fonction. Donc MEF, ACHTUNG, ATTENTION car ces couvercles doivent sûrement être orientés d'une manière bien spéciale et donc le perçage des trous de fixation doit se faire en fonction de cette orientation !
JPA- Age : 72
Re: Le Compound de Papymouzot
par JPA Sam 5 Nov 2016 - 18:55
JPA- Age : 72
Re: Le Compound de Papymouzot
par papymouzot Sam 5 Nov 2016 - 21:14
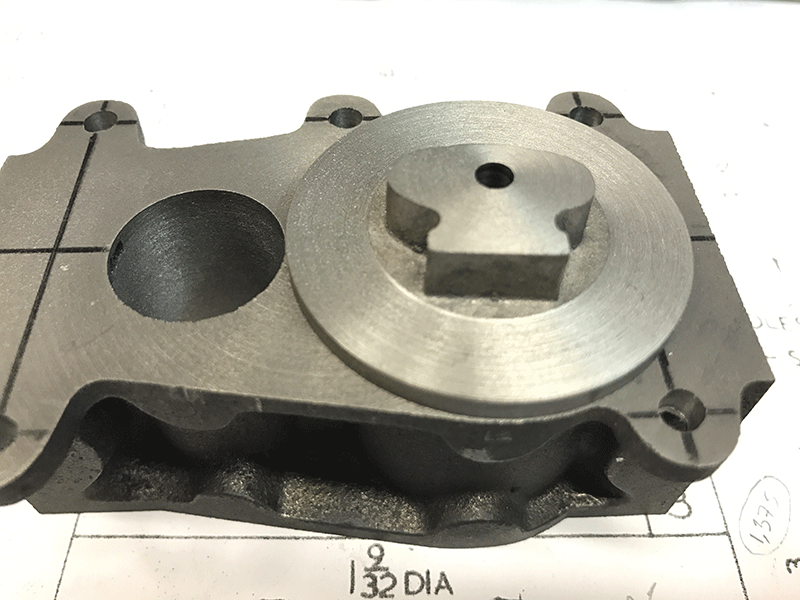
J'ai percé les couvercles (pardon, les fonds !) cet après midi, j'ai fini par faire 54°48°48°60°48°48°54° pour les 7 trous et 5x72° pour les 5 trous. J'y ai passé mon après-midi...

Et de un:
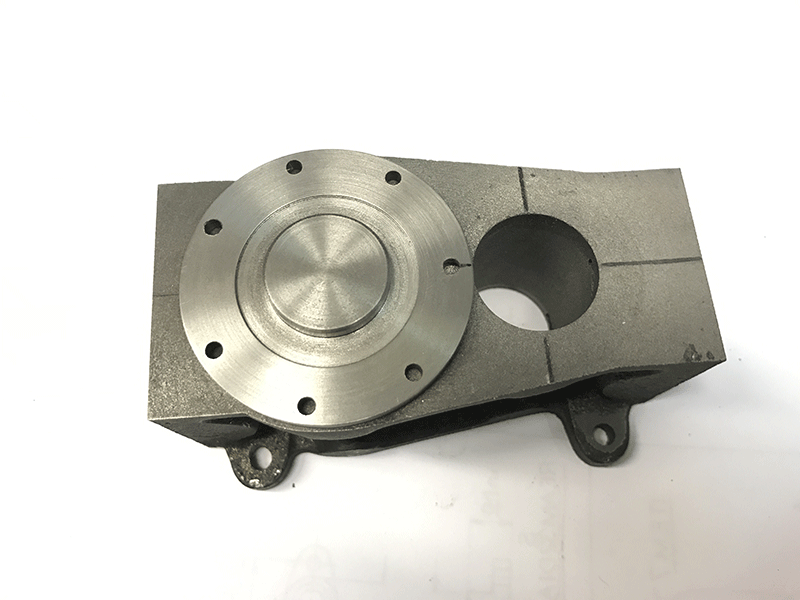
Et de deux:
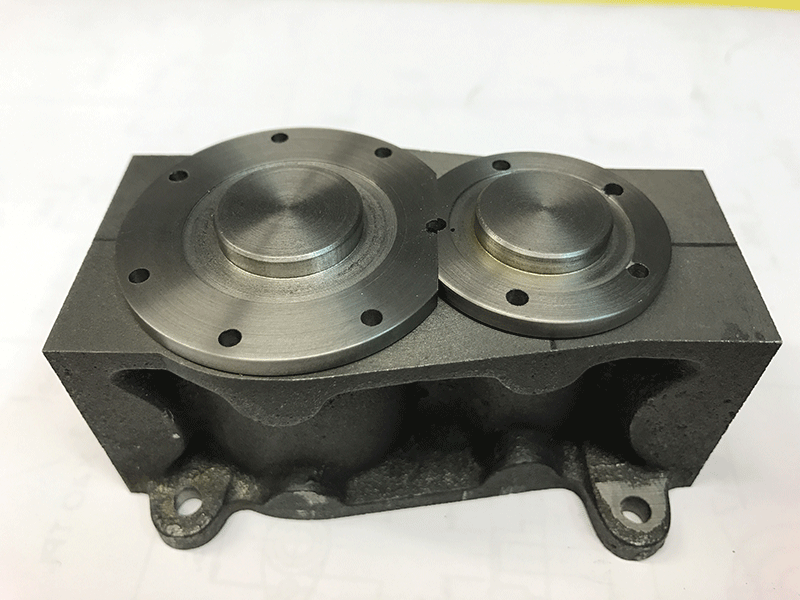
Par contre, je viens de m'apercevoir qu'il me manque deux goujons (grrr) personne ne pourrait me dépanner et m'en vendre par hasard ? ce sont des BA7 de 10mm et il y a besoin des petits écrous qui vont avec... Si vous savez pas, je vais demander à Stuart.


papymouzot- Age : 59
Re: Le Compound de Papymouzot
par Invité Sam 5 Nov 2016 - 21:22
J'ai de la visserie Stuart en rabe.
Continue ton travail et tu me diras vers la fin, ce dont tu as besoin.
On ne fera qu'une enveloppe.
Bon courage , tu te débrouilles très bien.
Cordialement.

Invité- Invité
Re: Le Compound de Papymouzot
par papymouzot Dim 6 Nov 2016 - 14:35
J'ai attaqué les couvercles "hauts" des cylindres, je vais m'amuser avec ces pièces !
Bon, le plus facile est en cours...

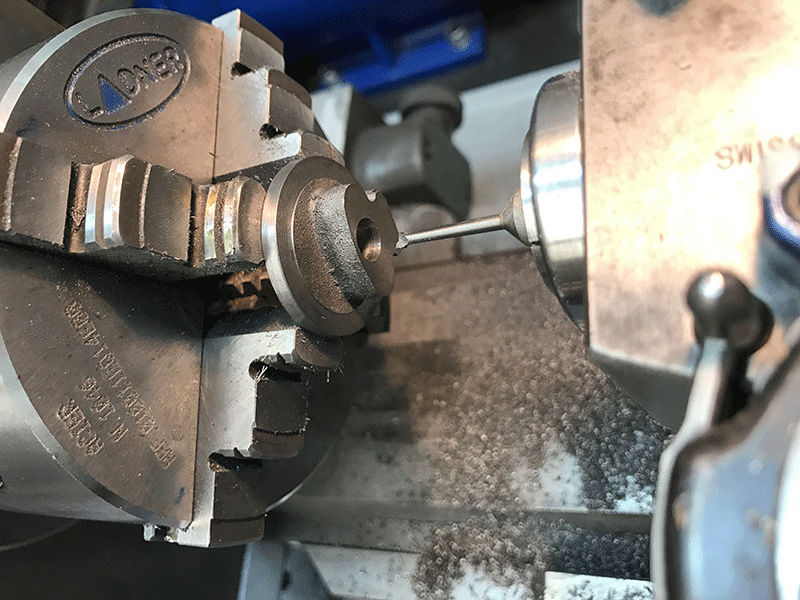
Mise à la cote du diamètre extérieur, petit décroutage avant mises aux côtes définitives de ce côté.
Ensuite même chose de l'autre côté plus perçage pour l'axe de la bielle, pré-trou, perçage à 3,8 et alésage à 5/32.
Et hop !
Les plus facile est fait... un sur deux...
Plus que 7.175 étapes...
papymouzot- Age : 59
Re: Le Compound de Papymouzot
par Invité Dim 6 Nov 2016 - 15:37
à 18/ 20 ans j'usinais des tambours de frein de treuil de chalutier, diamètre 1 mètre vitesse de broche 11 tours minute, je ne dis pas la gueule du bonhomme à la fin de la journée, et l'état du bleu de chauffe.
tes usinages sont chouettes, c'est un plaisir de voir tes photos.
à bientôt,
Graine au vent

Invité- Invité
Re: Le Compound de Papymouzot
par JPA Dim 6 Nov 2016 - 16:01
Tu aurais du garder le couvercle sur le tour pour en profiter de faire également l'alésage du chapeau de presse-étoupe, après avoir percé le passage de tige. La tige est connectée au piston d'un côté et à la crosse de l'autre. La bielle est connectée également à la crosse et de l'autre côté à l'arbre-manivelle.
JPA- Age : 72
Re: Le Compound de Papymouzot
par papymouzot Dim 6 Nov 2016 - 18:10
@JPA, désolé, je ne savais pas.. Je le ferai comme ça pour le couvercle du HP. J'essaie de suivre le plan pile poil mais je ne connais pas forcement le rôle exact de chaque pièce et la meilleure façon de procéder lors des phases d'usinage. Ce n'est pas gagné pour avoir une machine fonctionnelle en fin de compte hein ?
EDIT: Je ne peux pas !!! J'ai fait exprès de ne pas le faire en une fois, ça me revient !!! j'ai fait la face intérieure, le diamètre intérieur et le perçage/alésage sans démontage pour garder la concentricité justement. Si je retourne la pièce après avoir fait le diamètre extérieur qui va s'appuyer sur le diamètre intérieur du cylindre pour percer, je perds la grande précision que me donne mon tour justement.
papymouzot- Age : 59
Re: Le Compound de Papymouzot
par JPA Lun 7 Nov 2016 - 11:02
Le fait d'avoir un goujon commun aux deux fonds et aux deux couvercles n'est pas très mécanique car l'épaisseur des deux pièces à serrer devra être parfaitement identique. Il suffit que l'une des pièces ait quelques centièmes de plus que l'autre et celle-ci ne sera pas serrée. Il aurait été préférable d'avoir un étrier de serrage.
JPA- Age : 72
Re: Le Compound de Papymouzot
par papymouzot Lun 7 Nov 2016 - 17:06
Je suis coincé, pas envie de dérégler pour faire autre chose... j'aimerai votre avis.
Sinon, trois photos... la première pour vous faire plaisir, la marque de certains de mes alésoirs... J'ai principalement du Dormer, mais là, j'ai aussi du... ça ne s'invente pas..

Pour les alésages... c'est du petit petit, donc outils petits, petits...
Et pour un petit pays comme chez moi, le résultat n'est pas si mal...lol

papymouzot- Age : 59
Re: Le Compound de Papymouzot
par Invité Lun 7 Nov 2016 - 18:42
Hello!Tu es bien outillé finalement!
Mais soit dit en passant, si le standard Japonais, c'est d'appeler un alésoir à main ; " FUK" !
Alors je plainS le contribuable local!



Invité- Invité
Page 2 sur 6 • 1, 2, 3, 4, 5, 6
» un truc pour Papymouzot
» Compound BR 20/34
» Projet machine a 2 cylindres oblique compound
» Machines "Compound " en modélisme
FORUM MODELISME NAVAL RADIOCOMMANDE :: MODELISME NAVAL :: MODELISME BATEAUX A VAPEUR :: JE CONSTRUIS MA MACHINE
|
|
|