Réalisation d'un brûleur type "Bobino" 150gr/heure
FORUM MODELISME NAVAL RADIOCOMMANDE :: MODELISME NAVAL :: MODELISME BATEAUX A VAPEUR :: DOCUMENTATION, PLANS & INITIATION A LA VAPEUR :: Le calepin de BOBINO et ses travaux.
Page 1 sur 1

Réalisation d'un brûleur type "Bobino" 150gr/heure
par rookie78 Mar 29 Avr 2014 - 12:01
Les cotes et détails de la réalisation sont une stricte transcription des notes de P. Bernard. Ce brûleur est très court (65mm hors tout) et sa réalisation ne nécessite pas d’usinage délicat. Il faut malgré tout disposer d’un tour. Petit, il se monte en façade, évitant le démontage laborieux des brûleurs à rampes.
L’ objectif pour ce modèle est un débit d’environ 150gr/h. En travaillant avec une pression effective de gaz de 0,2bar, l’application de la formule indiquée dans le poste précédent conduit à un diamètre de gicleur de 0,4mm.
Comme expliqué dans le sujet« Théorie », il est important de bien positionner la sortie du gicleur (axe « X » sur le dessin) pour assurer des passages en veilleuse sans soufflage de la flamme. Plutôt que d’essayer d’adapter un gicleur du commerce dont le positionnement correct en « X » sera difficile, P. Bernard propose une technique de réalisation très simple et vraiment peu coûteuse:
- Prendre un bout de tube de cuivre de Øext 2mm et Øint.1mm.
- Y introduire un bout de corde à piano du Ø désiré.
- Après chauffe du tube, rétreindre le tuyau sur la corde à piano avec une pince à bouts ronds.
- Braser le tube de cuivre coupé à la bonne longueur dans son support.
Voilà un gicleur prêt à l’emploi et qui, de par sa forme légèrement conique et fine, assurera une bonne circulation de l’air primaire. Et pas de casse de forets dans le cuivre !!!...
• Matériaux & réalisation :
Ce type de torche chauffe beaucoup et impose de bien choisir les matériaux pour en assurer la longévité.
- Il est préférable de réaliser les brasures (gicleur et éventuellement arrivée gaz) à l’ argent.
- Le support du gicleur « A » et le corps principal « C » peuvent être tournés dans des barres de laiton.
- Le gicleur « B » peut être en laiton ou, mieux, en cuivre. Le cuivre est moins dur que le laiton et le cône du gicleur s’adaptera par matage au cône du support « A ».
- Une fois le tube du gicleur brasé sur son support, monter le support dans le mandrin du tour et vérifier le centrage de la sortie du gicleur. Le petit tuyau de cuivre sera facile à re-centrer par simple pression (cale en bois) si besoin.
- Les cylindres « D » & « E » pourraient être en cuivre ou en laiton mais il est préférable de les réaliser en inox. De la tôle inox fine peut être récupérée dans pas mal de vieux trucs : Grille-pains, fours, pompes de chauffage central, etc… Au pire on en trouve chez les Bricotrucs et autres Castrotrucs en plaque de petites dimensions en 3 ou 5/10ème.
Les cylindres sont alors « roulés », mis en forme sur des ronds correspondant au diamètre intérieur souhaité.
- Le cylindre « D » est fermé bord à bord (sans soudure ni brasure) et doit rentrer légèrement « dur » dans l’alésage du corps « C ».
- Le cylindre « E » est fermé en recouvrement (sans soudure ni brasure) et maintenu en forme par serrage sur le corps « C ».
- La bague de réglage d’arrivée d’air secondaire est une simple bande de tôle inox « roulée » serrée sur le cylindre « E ».
- Les pattes du diffuseur en extrémité du cylindre « D » sont mises en forme sur un rond de Ø4mm. Elles doivent être bien régulières pour assurer le centrage de « D » dans « E ». Le diffuseur doit rentrer un peu serré dans le cylindre « E ».
- Un centrage correct des cylindres « D », « E » et du gicleur est essentiel pour un bon fonctionnement.
• Réglage :
- Le réglage de l’arrivée d’air primaire pour la veilleuse se fait en enfonçant plus ou moins le cylindre « D » dans le corps « C ».
- Le réglage de l’arrivée d’air secondaire se fait en déplaçant la bague sur « E ».
• Les dessins :
Les deux images ci-dessous donnent l’ensemble des cotes ainsi que les gabarits de découpe des tôles pour les cylindres « D » & « E ».


Sur demande par MP avec adresse mail directe, les dessins sont disponibles en format PDF, A4.
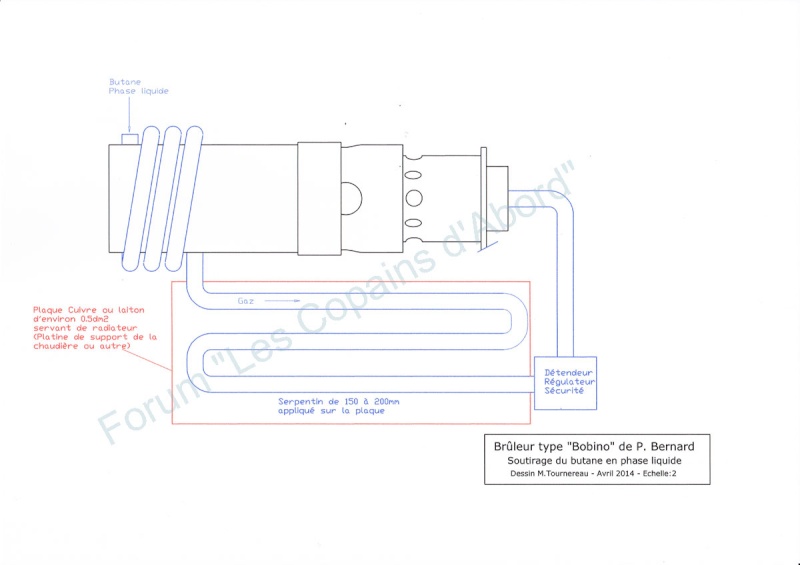
• Soutirage en phase liquide :
Dans ce cas, il faut vaporiser le gaz en le faisant circuler autour du cylindre « E ». Mais pour éviter de « griller » les membranes du détendeur et du régulateur il faut le refroidir en installant un radiateur (plaque séparée ou platine de montage de la machine…) comme sur le dessin ci-dessous, ou par tout autre méthode (passage dans réserve d’eau, etc…).
Marcel.
L’ objectif pour ce modèle est un débit d’environ 150gr/h. En travaillant avec une pression effective de gaz de 0,2bar, l’application de la formule indiquée dans le poste précédent conduit à un diamètre de gicleur de 0,4mm.
Comme expliqué dans le sujet« Théorie », il est important de bien positionner la sortie du gicleur (axe « X » sur le dessin) pour assurer des passages en veilleuse sans soufflage de la flamme. Plutôt que d’essayer d’adapter un gicleur du commerce dont le positionnement correct en « X » sera difficile, P. Bernard propose une technique de réalisation très simple et vraiment peu coûteuse:
- Prendre un bout de tube de cuivre de Øext 2mm et Øint.1mm.
- Y introduire un bout de corde à piano du Ø désiré.
- Après chauffe du tube, rétreindre le tuyau sur la corde à piano avec une pince à bouts ronds.
- Braser le tube de cuivre coupé à la bonne longueur dans son support.
Voilà un gicleur prêt à l’emploi et qui, de par sa forme légèrement conique et fine, assurera une bonne circulation de l’air primaire. Et pas de casse de forets dans le cuivre !!!...
• Matériaux & réalisation :
Ce type de torche chauffe beaucoup et impose de bien choisir les matériaux pour en assurer la longévité.
- Il est préférable de réaliser les brasures (gicleur et éventuellement arrivée gaz) à l’ argent.
- Le support du gicleur « A » et le corps principal « C » peuvent être tournés dans des barres de laiton.
- Le gicleur « B » peut être en laiton ou, mieux, en cuivre. Le cuivre est moins dur que le laiton et le cône du gicleur s’adaptera par matage au cône du support « A ».
- Une fois le tube du gicleur brasé sur son support, monter le support dans le mandrin du tour et vérifier le centrage de la sortie du gicleur. Le petit tuyau de cuivre sera facile à re-centrer par simple pression (cale en bois) si besoin.
- Les cylindres « D » & « E » pourraient être en cuivre ou en laiton mais il est préférable de les réaliser en inox. De la tôle inox fine peut être récupérée dans pas mal de vieux trucs : Grille-pains, fours, pompes de chauffage central, etc… Au pire on en trouve chez les Bricotrucs et autres Castrotrucs en plaque de petites dimensions en 3 ou 5/10ème.
Les cylindres sont alors « roulés », mis en forme sur des ronds correspondant au diamètre intérieur souhaité.
- Le cylindre « D » est fermé bord à bord (sans soudure ni brasure) et doit rentrer légèrement « dur » dans l’alésage du corps « C ».
- Le cylindre « E » est fermé en recouvrement (sans soudure ni brasure) et maintenu en forme par serrage sur le corps « C ».
- La bague de réglage d’arrivée d’air secondaire est une simple bande de tôle inox « roulée » serrée sur le cylindre « E ».
- Les pattes du diffuseur en extrémité du cylindre « D » sont mises en forme sur un rond de Ø4mm. Elles doivent être bien régulières pour assurer le centrage de « D » dans « E ». Le diffuseur doit rentrer un peu serré dans le cylindre « E ».
- Un centrage correct des cylindres « D », « E » et du gicleur est essentiel pour un bon fonctionnement.
• Réglage :
- Le réglage de l’arrivée d’air primaire pour la veilleuse se fait en enfonçant plus ou moins le cylindre « D » dans le corps « C ».
- Le réglage de l’arrivée d’air secondaire se fait en déplaçant la bague sur « E ».
• Les dessins :
Les deux images ci-dessous donnent l’ensemble des cotes ainsi que les gabarits de découpe des tôles pour les cylindres « D » & « E ».
Sur demande par MP avec adresse mail directe, les dessins sont disponibles en format PDF, A4.
• Soutirage en phase liquide :
Dans ce cas, il faut vaporiser le gaz en le faisant circuler autour du cylindre « E ». Mais pour éviter de « griller » les membranes du détendeur et du régulateur il faut le refroidir en installant un radiateur (plaque séparée ou platine de montage de la machine…) comme sur le dessin ci-dessous, ou par tout autre méthode (passage dans réserve d’eau, etc…).
Marcel.
_________________
Un seul hêtre vous manque... et tout est peuplier ! (Coluche)
Si vous ne pouvez exceller par le talent, triomphez par l'effort. C'est insulter l'éternité que de tuer le temps!
http://www.tournereau.com/modelisme/Accueil/Accueil.html

rookie78- Age : 76
-

» Réalisation d'un brûleur type "Bobino" 300gr/heure
» Bruleur type "BOBINO".
» Gicleur type Bobino.
» Brûleur de type "Bobino" - Théorie
» Bruleur Bobino
» Bruleur type "BOBINO".
» Gicleur type Bobino.
» Brûleur de type "Bobino" - Théorie
» Bruleur Bobino
FORUM MODELISME NAVAL RADIOCOMMANDE :: MODELISME NAVAL :: MODELISME BATEAUX A VAPEUR :: DOCUMENTATION, PLANS & INITIATION A LA VAPEUR :: Le calepin de BOBINO et ses travaux.
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum|
|
|